Expert rörinstallation och certifierade svetsare: Nyckeln till framgången för Jönköpings fjärrvärmeledningsuppgradering
Den nya fjärrvärmeledningen i Jönköping är en viktig steg mot att tillhandahålla mer värme till en växande stad. Projektet, ledet av Jönköping Energi, syftar till att förbättra energieffektiviteten och tillförlitligheten i stadens värmenät.
Ett av de viktigaste faktorerna för projektets framgång är valet av en flexibel och erfaren svets rörinstallatör. Entreprenören bör ha en beprövad erfarenhet inom svetsning samt certifikat som bevisar deras kompetens.
En erfaren och certifierad entreprenör kommer att säkerställa att svetsarbetet utförs enligt högsta standarder, och möter alla säkerhets- och kvalitetskrav. Detta kommer att hjälpa till att förhindra förseningar och säkerställa hållbarhet och tillförlitlighet för den nya ledningen.
Å andra sidan, om en entreprenör utan nödvändiga kunskaper och certifikat väljs, kan resultaten bli förödande. Arbetet kan vara av dålig kvalitet, vilket kan leda till läckor och andra problem i rörledningen. Dessutom kan det finnas säkerhetsrisker och projektet kan försenas.
Sammanfattningsvis är det viktigt att betona betydelsen av att välja en kvalificerad, erfaren och certifierad entreprenör för ett sådant viktigt infrastrukturprojekt. Det är viktigt inte bara för projektets framgång utan också för samhällets säkerhet och välbefinnande. Det är en påminnelse om att alltid prioritera kvalitet och säkerhet när det gäller projekt som detta.
Industrirör ledande företag PipeWeld.ee fullföljer storskaligt projekt för Metsa i Husum, Sverige
PipeWeld.ee, ett ledande svenskt företag inom industriell svetsning har nyligen genomfört ett stort projekt i Husum, Sverige för pappersmassajätten Metsa. Projektet innebar installation av en ny ångturbin i ett värmeverk, vilket visade på komplexiteten och vikten av att ha rätt planering och organisation i storskaliga energiprojekt. När Huvudentreprenören Hjalmarsson bad om hjälp med installation och svetsning av industriella rörmobiliserade PipeWeld.ee snabbt till arbetsplatsen med all nödvändig utrustning. Teamet stötte på initiala utmaningar med att hitta och identifiera rätt rördelar, men kunde effektivisera processen genom att skapa en digital förteckning över alla rörspolar och träna underentreprenörer i hur man använder den. Detta reducerade den genomsnittliga tiden för att hitta och komma åt industrirören från tre timmar till bara 15 minuter.
Med dessa logistiska problem lösta gick teamet vidare till svets- och installationsfasen som gick smidigt tack vare deras kompetens och erfarenhet inom industriella rör. Vid projektets slut berömde kunden PipeWeld.ee för deras effektivitet och detaljfokus, vilket markerade vikten av att investera i rätt planering och organisation i början av varje storskaligt energiprojekt, speciellt värmeverksprojekt.
Vid projektets slut bad PipeWeld.ee att leda punch out-processen, en noggrann genomgång av alla 500 linjer som redan installerats för att säkerställa överensstämmelse med projektritningarna.
Även om det inte var en komplex uppgift, krävdes det en hög nivå av detaljfokus och precision för att säkerställa att alla linjer installerades korrekt. Vårt team tog detta ansvar med stor omsorg och uppmärksamhet och arbetade nära med kunden och andra entreprenörer för att säkerställa att alla linjer följde projektspecifikationerna. Detta sista steget var avgörande för projektets framgång, eftersom det säkerställde att värmeverket skulle fungera säkert och effektivt.
Sammanfattningsvis var projektet en stor framgång för PipeWeld.ee, och det demonstrerade företagets förmåga att hantera storskaliga energiprojekt med en hög grad av effektivitet och detaljfokus. Företagets fokus på rätt planering och organisation, liksom deras expertis inom industrirör, var nyckelfaktorer för projektets framgång.
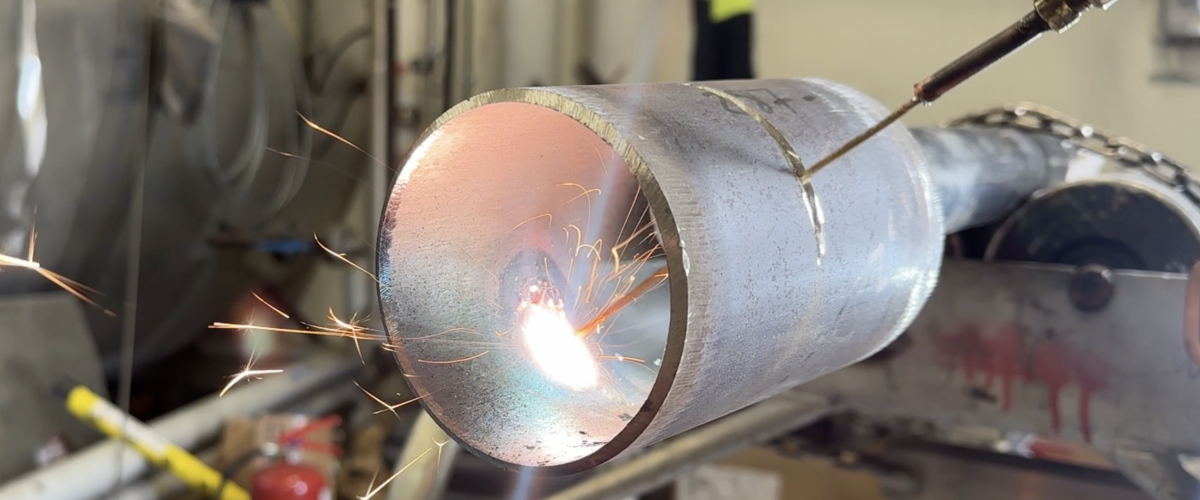
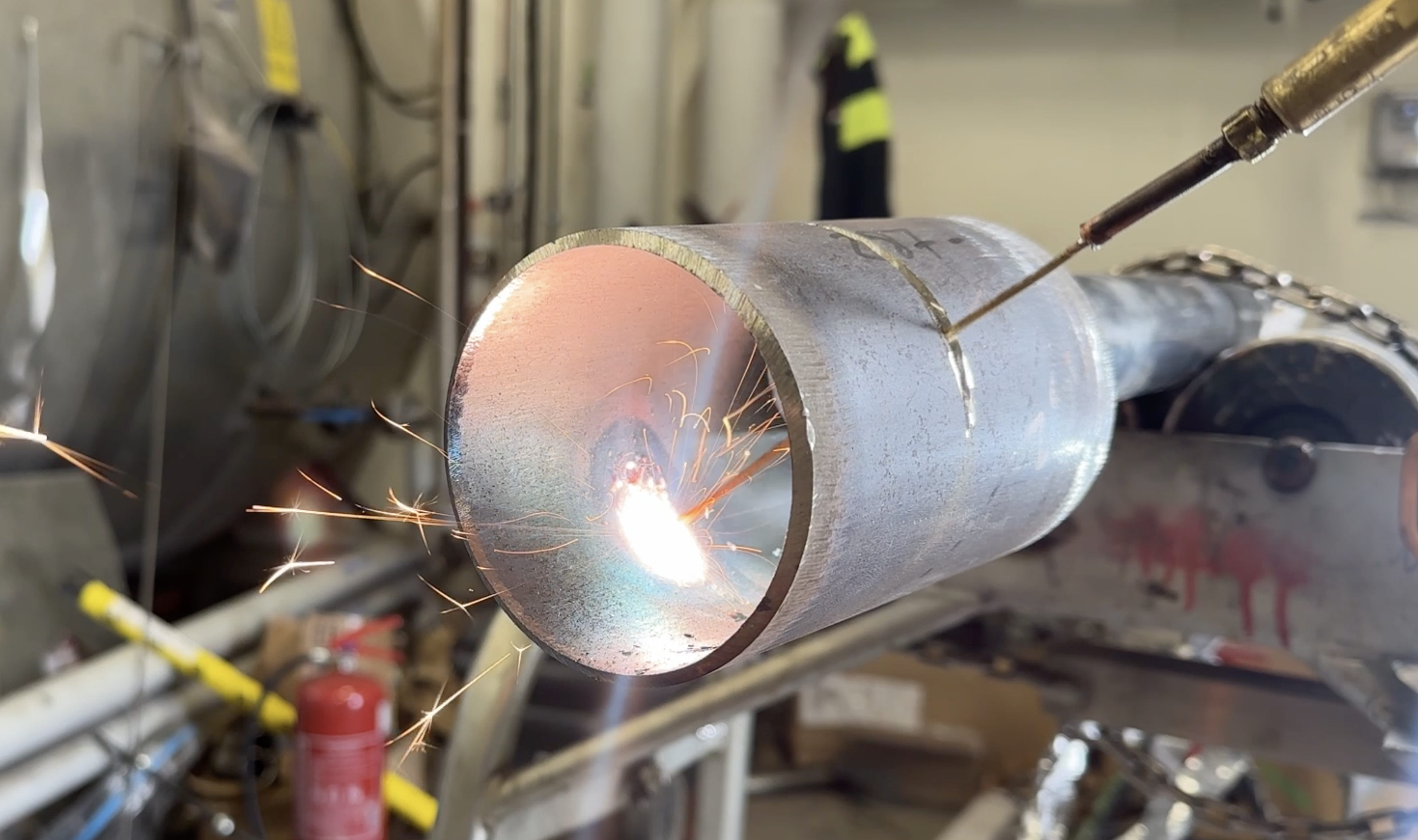
Fjärrvärme installation: svetsning och koppling av böj till rörledningar
Vad är en överlappskoppling och en inkoppling?
1. Överlappskoppling (i samband med rörinstallationer)
1.1. En överlappskoppling är sammanfogningen av två rörledningssektioner vid ett tekniskt avbrott.
1.2. En överlappskoppling är en cirkumferent fog som förbinder rörsträngar efter att de har placerats i sin projekterade position och återfyllts.
Ursprung
Begreppet ”överlappskoppling” kommer tydligen från tekniken där en rörsträng placeras över en annan innan en specialist utför märkning, kapning och svetsning av rörledningen.
Observera: En överlappskoppling avser alltid sammanfogningen av raka rörsträngar.
2. Inkoppling
2.1. I samband med rörinstallation är en inkoppling processen att skapa en ny gren eller ansluta till en befintlig rörledning.
2.2. En inkoppling är en specialsvetsad förbindelse som utförs under byggnation eller reparation av en oljeledning och direkt kopplar huvudröret till en gren.
Ytterligare information:
En inkoppling kan utföras antingen under driftstryck eller med full tryckavlastning i huvudledningen. Den kan genomföras med hjälp av böjar, T-stycken, raka rörsektioner eller insatser vid utbyte av en rördel samt med andra specifika komponenter.
I vårt fall tillämpas tekniken enbart med en fullständig avstängning av huvudledningen under inkopplingsprocessen. Dock kan inkopplingar även omfatta insatser, T-stycken, böjar, reduceringar, ventiler och andra komponenter.
Observera: Tekniken som beskrivs nedan kan användas både för inkopplingar och överlappskopplingar.
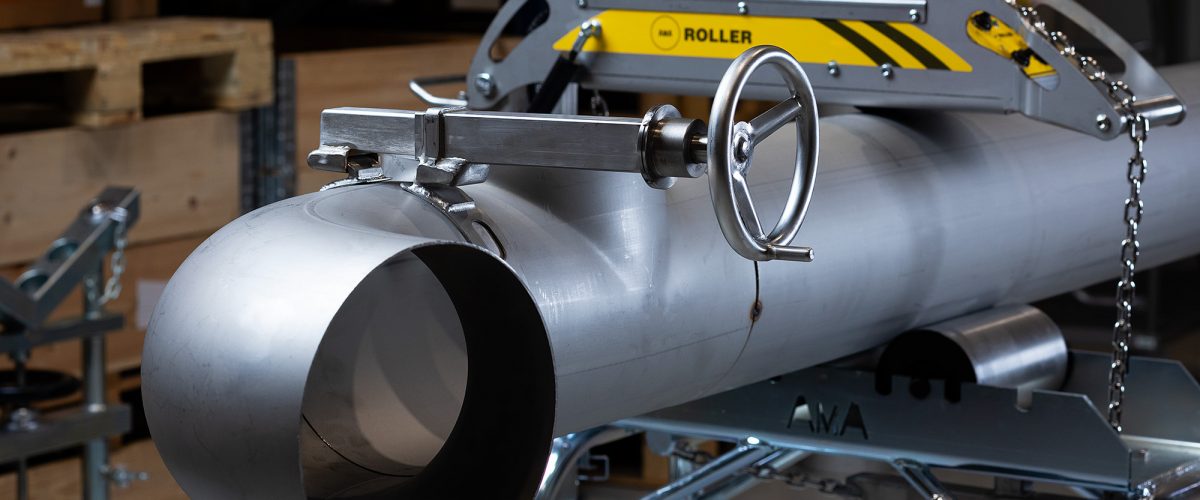
1. Förberedelse för montering av fjärrvärmerör med böj inkopplad till fjärrvärmerörledning
Ni måste skära ut två stycken jämna plywood fixturer.
Fixturerna ska vara 14-20mm tjocka, måste vara minst 100mm längre än rörläggningens diameter på bredden och två gånger så lång med ett 100mm tillägg på längden.
Tips – innan ni använder fixturerna ska ni alltid säkerställa att de är raka.
När du lägger en böj ovanpå rörändarna är det viktigt att:
Välj en ideell position för böjen med mindre gir:
Se till att böjens mittpunkt möter de andra rörens mittpunkter:
3. Markering av baslinjen på rörledningen
Lägg fixturen mot böjens båda slutningar och markera sedan försiktigt ut en baslinje på huvudledningens ände. Det är viktigt att inte skynda med att skära ut baslinjen.
4. Varför ska man ej skära ut baslinjen?
Saken är den att när rörledningens axel inte möts korrekt i mitten på minst en punkt så försvinner möjligheten att koppla böjen korrekt.
Förtydligande:
Då vi lägger ner böjen ovanifrån vertikalt (utsikt från ovan), i den planen spelar det ingen roll vad för felaktighet det är på den axeln, den kan bli upp till fem grader.
På den horisontella planen (utsikt från sidan) innehar en stor betydelse. Med tanke på att böjen sänks vinkelrätt ner. Då ska punkt A möta punkt A1, medan punkt B ska möta B1. Med detta exempel ser vi anledningen till varför det bildas en märkvärdig spalt. Omnämns som GAP på ritningen.
5. Överföring av baslinjen till platsen för själva skärningen av fjärrvärmerörledningen
Med detta exempel måste ni överföra baslinjen på avståndet på ritningen, markerat som ”GAP” till höger (moving direction>>>)
Det är viktigt att förstå att allt kan vara omvänt när man får överskott och inte en spalt. I detta fall måste ni överföra baslinjen på avståndet i detta exempel till vänster, markering (moving direction<<<).
6. Justering av detaljer och skurning av rörledning.
Efter kan ni skära den överförda baslinjen, och sedan börja lägga böjen mot rörledningssträngarna
Det är viktigt att böjen måste läggas exakt i rätt position som ni ser på punkt nummer 2 (Att lägga en böj på kulvert rörände). Förslagsvis bör ni inte ta loss böjen från stråpen under hela monteringsprocessen, eller så markerar ni vart böjen ska fixeras.
Vi använder cookies för att ge dig den bästa upplevelsen av vår webbplats. Om du fortsätter att använda denna webbplats, kommer vi att anta att du samtycker till dettaJa













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}