Rotgasskydd och rotgasverktyg SC Profi för svetsning i rör i.d
Silicone rotgasskydd för rörsvetsning, utvecklade för egen tillverkning och full anpassning med egen logotyp. Detta är en ny serie rotgasverktyg för större dimensioner från Ø100+ för professionella svetsare som arbetar med skyddsgas, TIG och rostfria rörsystem.
Om du är ny i projektet rekommenderas att börja läsa här — med våra filer kan du själv producera pre-form rotgasskydd, skapa egna produkter och sticka ut på arbetsplatsen med ett professionellt angreppssätt.
Pipeweld.ee har nu färdigställt en komplett serie silikonbaserade rotgasskydd från Ø100 till Ø500 mm och större. Vid behov kan även enkeländade, uppblåsbara lösningar tas fram. Dessa produkter fungerar både som tätning och som effektiv lösning för rotgasfyllning där en stabil och jämnt fördelad skyddsgas krävs.
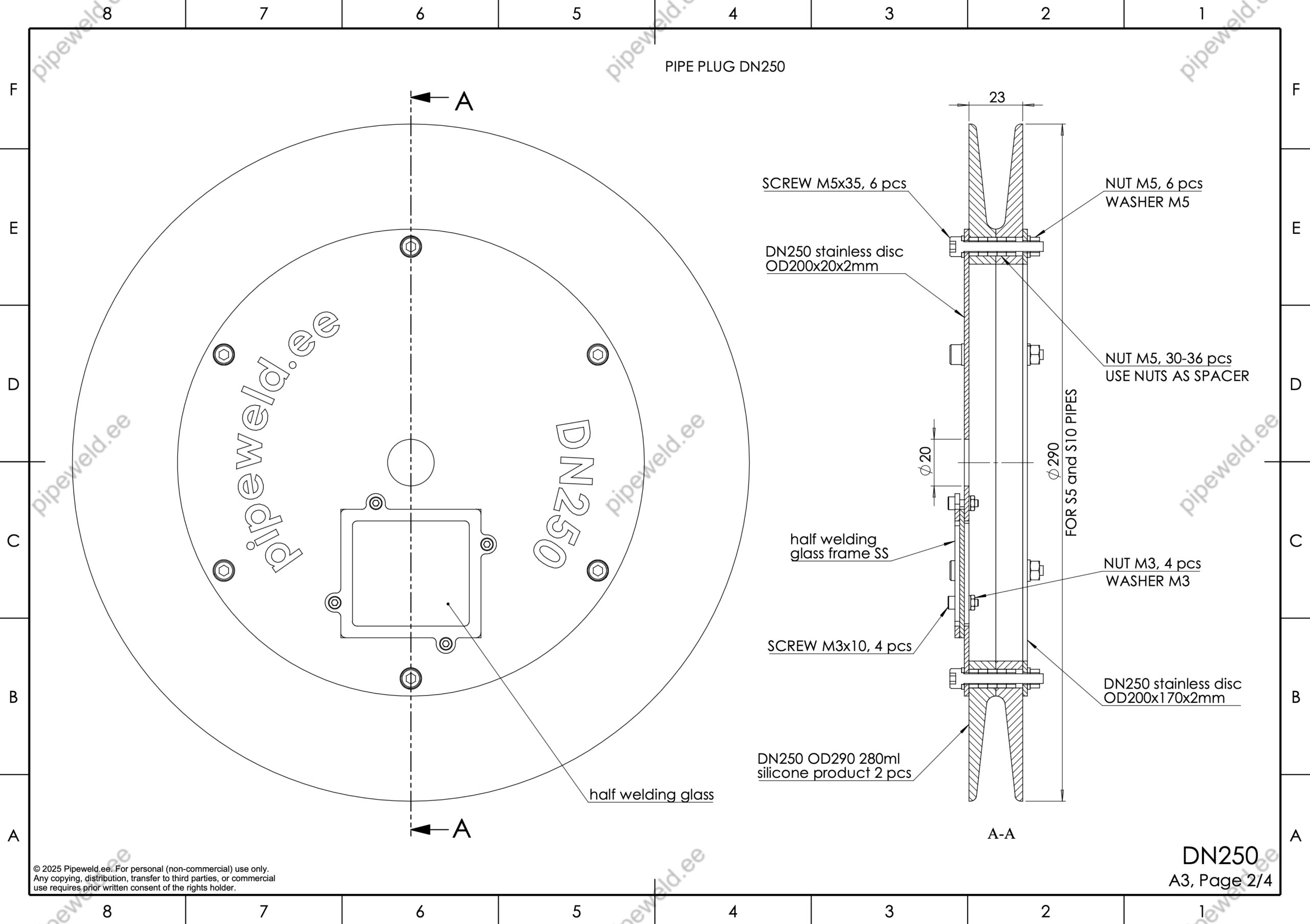
Teknisk ritning av rotgasskydd Ø350, visad i toppvy och genomskuren sektion. Används för skyddsgas och svetsning i rostfria rör.
Produkter för rotgasskydd och rotgasverktyg SC Profi
Fördelar med systemet
Skyddsgas och stabil tätning vid svetsning
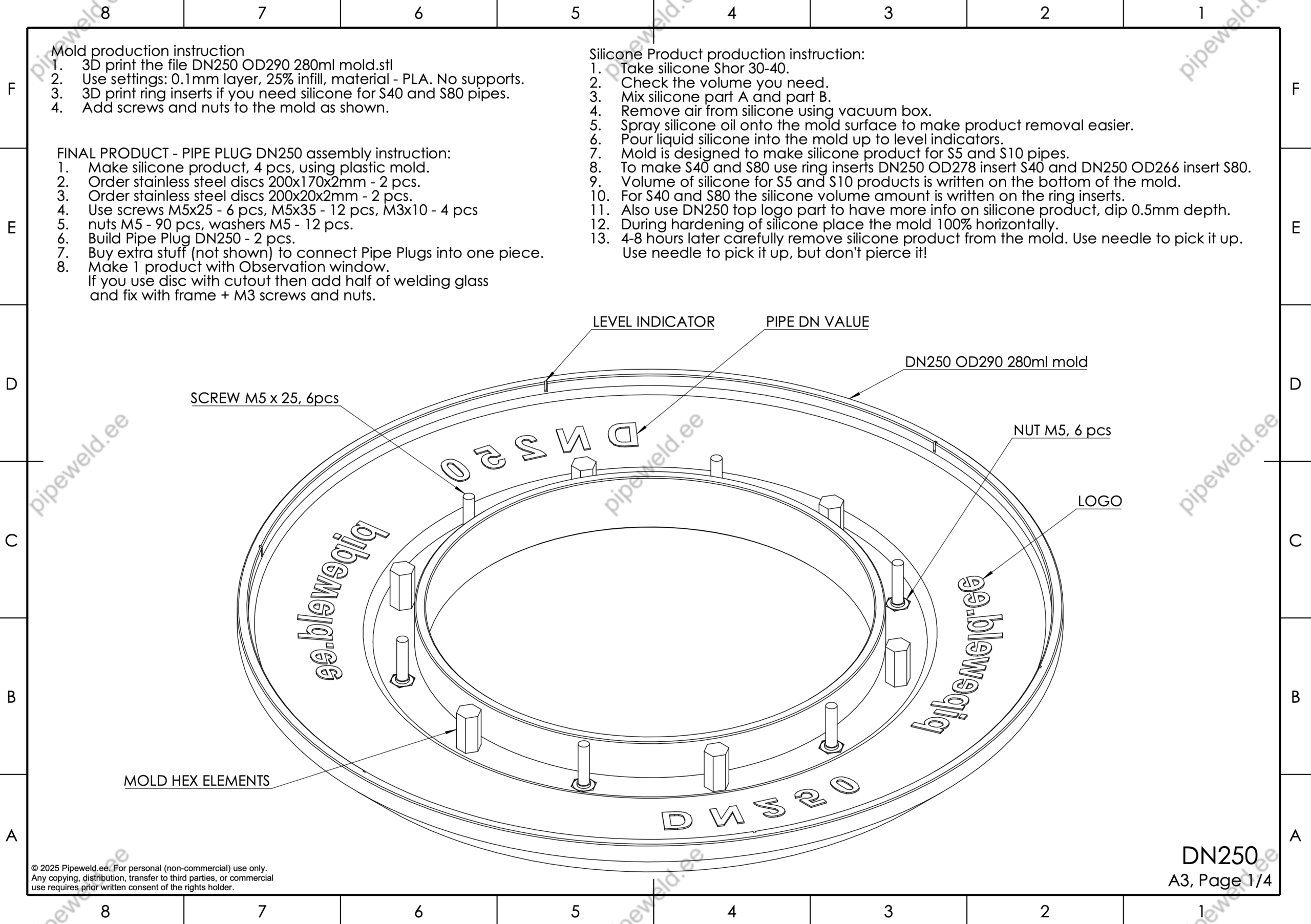
1. Enkel pre-form-gjutning utan slutet verktyg Tidigare versioner av rotgasverktyg krävde slutna formar och injicering av silikon under tryck. Trots vakuumering kunde luftkammare kvarstå och påverka svetskvalitet och rotgasen. Den nya öppna pre-form-designen ger:
enklare gjutprocess;
renare arbetsmiljö;
färre defekter;
ingen vakuumkammare eller liminjektion;
stabilare skyddsgas och mindre risk för syrekontaminering.
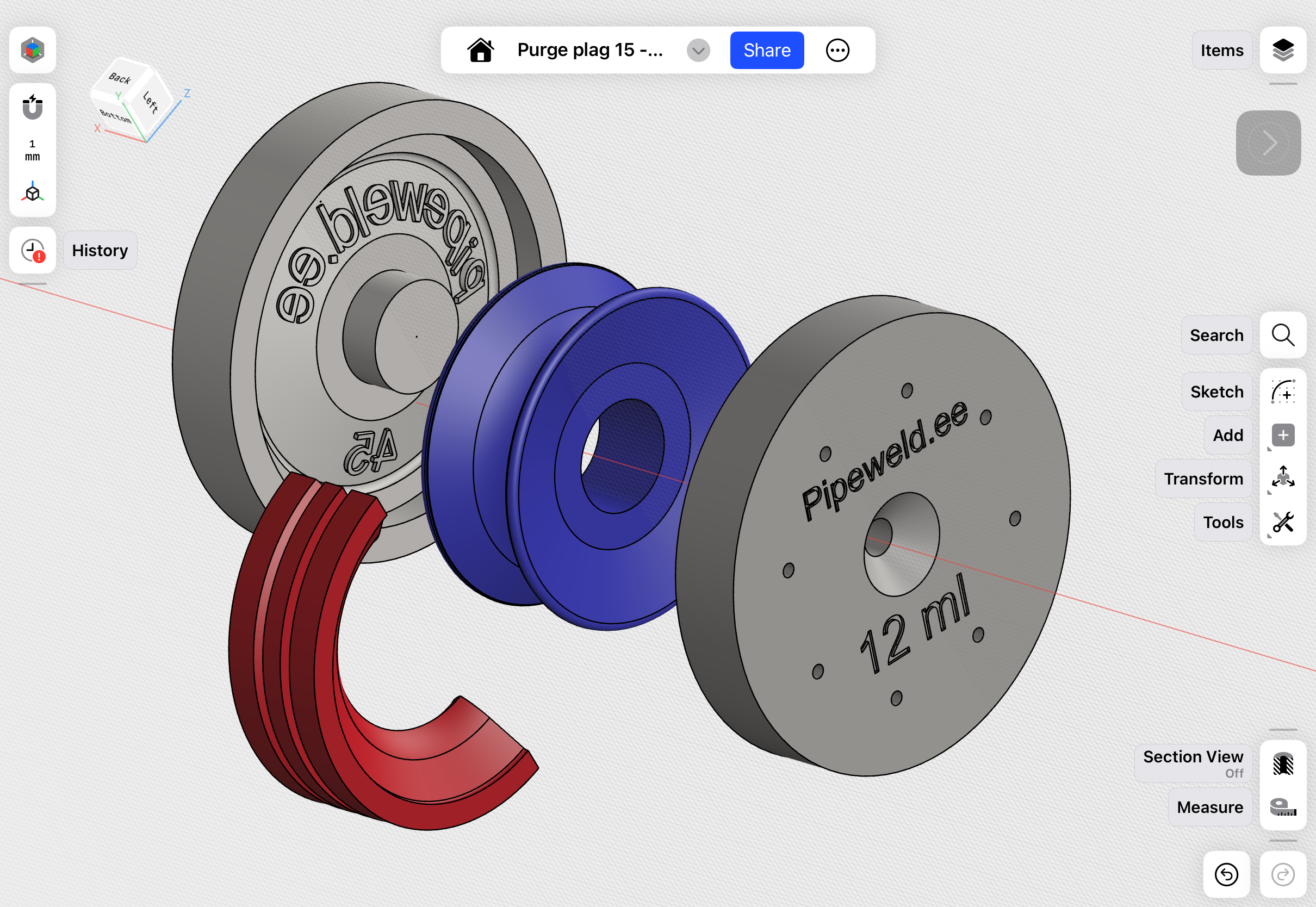
Översiktlig ritning av rotgasskydd inklusive alla delar och komponenter som krävs för att montera ett komplett rotgasverktyg för skyddsgas och svetsning av rostfria rör.
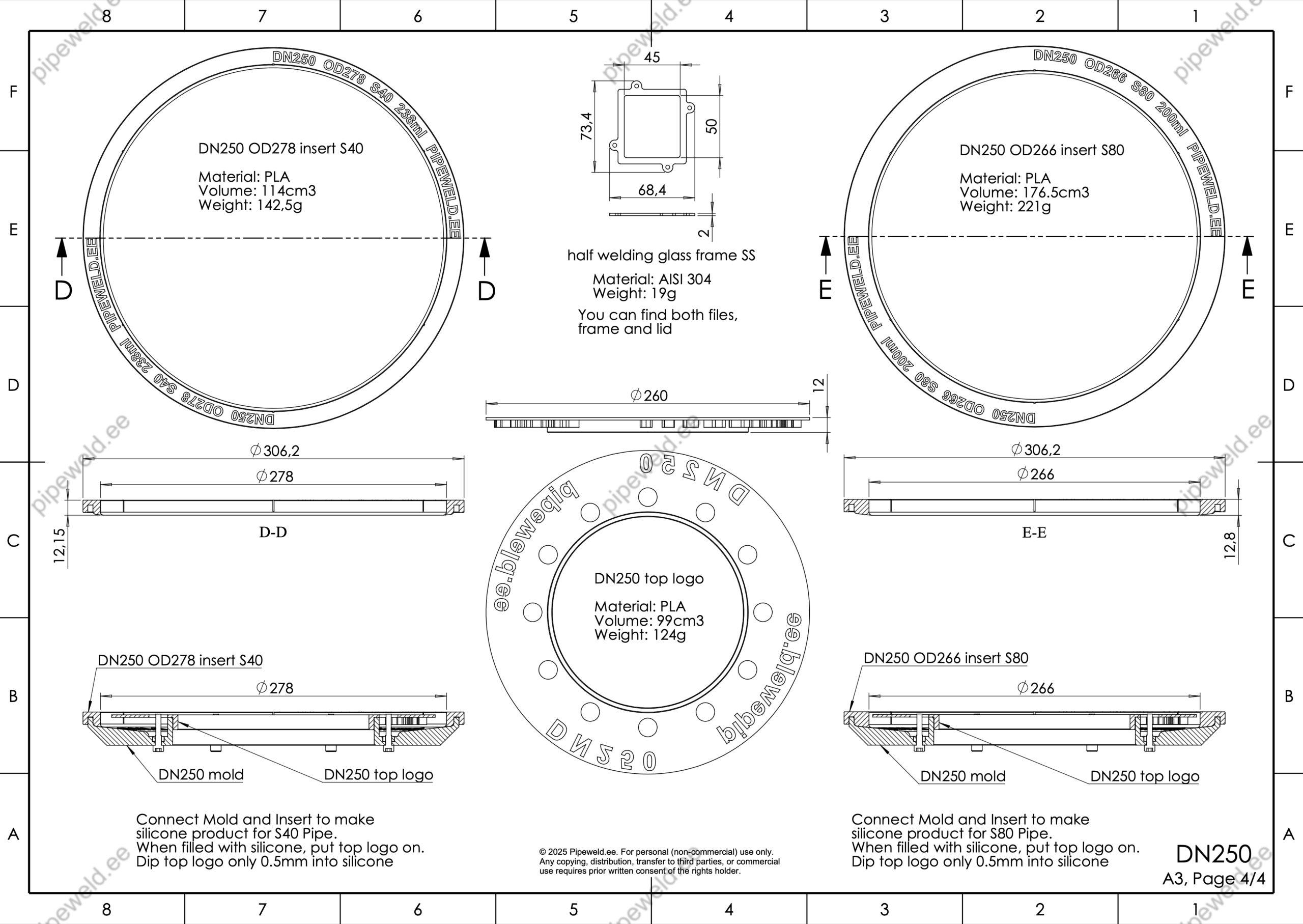
2. Anpassningsbar diameter och godstjocklek Alla formar är utvecklade för professionell svetsning i rostfria rör. Ringsatser för S-rating (S40–S80) följer med varje diameter, och varje ring är tydligt märkt för att underlätta arbete med rotgasmonitorer och kvalitetskontroll.
Teknisk ritning av de utbytbara ringarna S40–S80 som monteras på formen för att justera diametern och möjliggöra gjutning av rotgasskydd för olika rördimensioner.
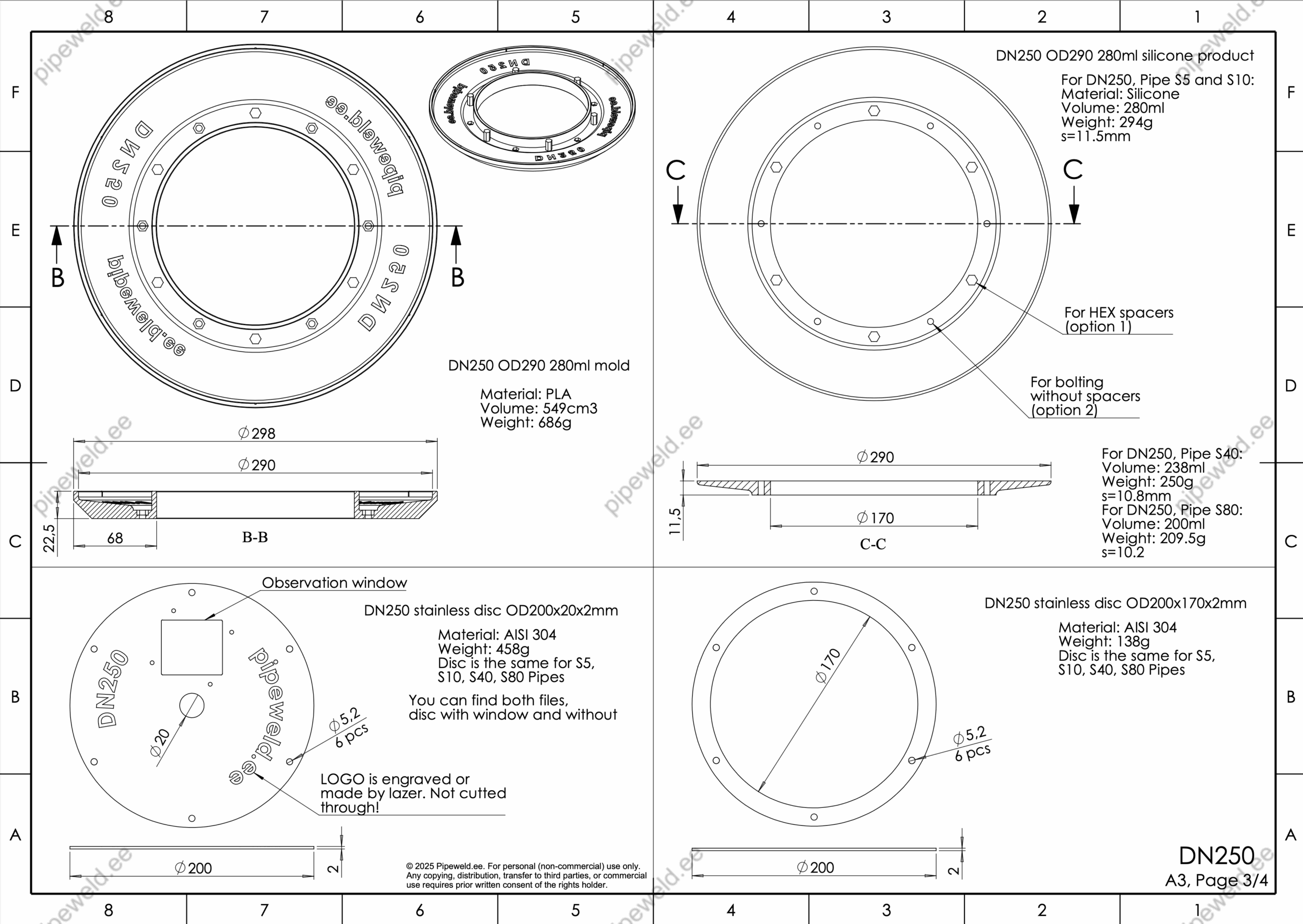
3. Reparationsbar konstruktion Om ett rotgasskydd skadas av värme eller plasma finns ingen anledning att kassera det. Produkten består av två silikonsektioner — endast den skadade delen byts eller gjuts om. Detta sparar upp till 90 % av materialet och förlänger livslängden.
4. Val av silikonhårdhet för lägre kostnad Standardlösningen använder Shore A 35 för optimal tätning och gasfördelning. Har man endast ShA 15 kan man gjuta dubbelt gods och nå motsvarande funktion (~ShA 30). Alla formar har markerad fyllnadsnivå.
5. Utskriftsbara på vanlig 3D-skrivare Även formar för Ø500 mm kan skrivas ut på vanliga bänkskrivare. Formarna består av modulära delar som låses samman utan specialverktyg.
Detaljerad ritning över hela rotgasskyddssystemet, inklusive alla silikon- och metallkomponenter, rostfria delar och övriga monteringsdetaljer som används vid svetsning av rostfria rör.
H2: Skyddsgas, rotgasskydd och tekniska produkter
Vad ingår i filpaketet?
För varje dimension ingår:
3D-modell av form (SC Profi / rotgasverktyg sc profi kompatibel)
3D-modeller av ringsatser för olika godstjocklekar
3D-modell av kundens logotyp (vid beställning)
PDF-ritningar med materialspecifikation
DXF-fil för laserskuren monteringsplåt
Full materialspecifikation och instruktion
Detta är ett komplett och effektivt paket för professionell svetsning i rostfria stål, TIG-processer och rörsystem.
H2: Så använder du filerna och rotgasverktygen
H3: Effektivt arbetsflöde med rotgasskydd
Vad gör man med allt detta?
Kontakta en lokal 3D-printsleverantör — de skriver ut formen exakt enligt modell.
Kontakta ett företag för laserskärning — de tar fram metallplåten enligt våra mått.
Köp silikon och övriga komponenter — allt finns beskrivet i dokumentationen.
Montera allt själv och få ett komplett professionellt rotgasskydd för svetsning.
Denna lösning är flexibel, kostnadseffektiv och framtagen för rör i.d där gasfördelarslang som löper runt säkerställer att skyddsgasen fördelas effektivt och jämnt i röret.
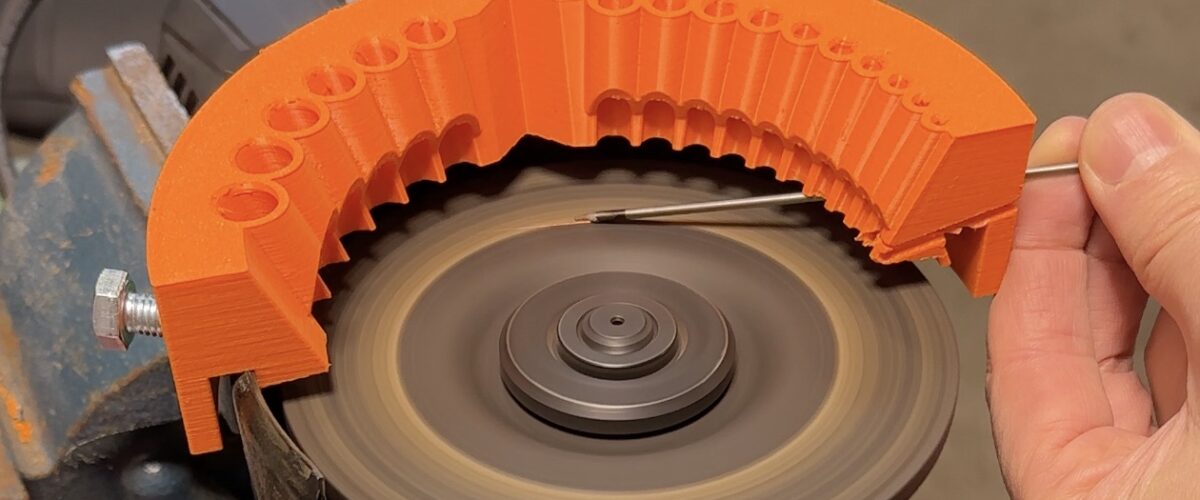
Vinkelslipadapter för borr och volfram för TIG-svetsare
Jag hittade en smart vinkelslipadapter för borr online, men de flesta alternativ kräver modifieringar och kostar mellan 3 och 15 euro – inte acceptabelt för oss vanliga användare. Därför skapade jag en egen lösning som:
Passar de flesta vinkelslipar: Testad på Bosch, Makita och Milwaukee.
Flexibel design: Anpassad för olika skyddshöljehöjder (15–26 mm) vilket möjliggör användning av olika slipverktyg för metallborrar.
Exakt slipning: Ger perfekt borrslipsslipare tack vare optimalt val av slipskiva.
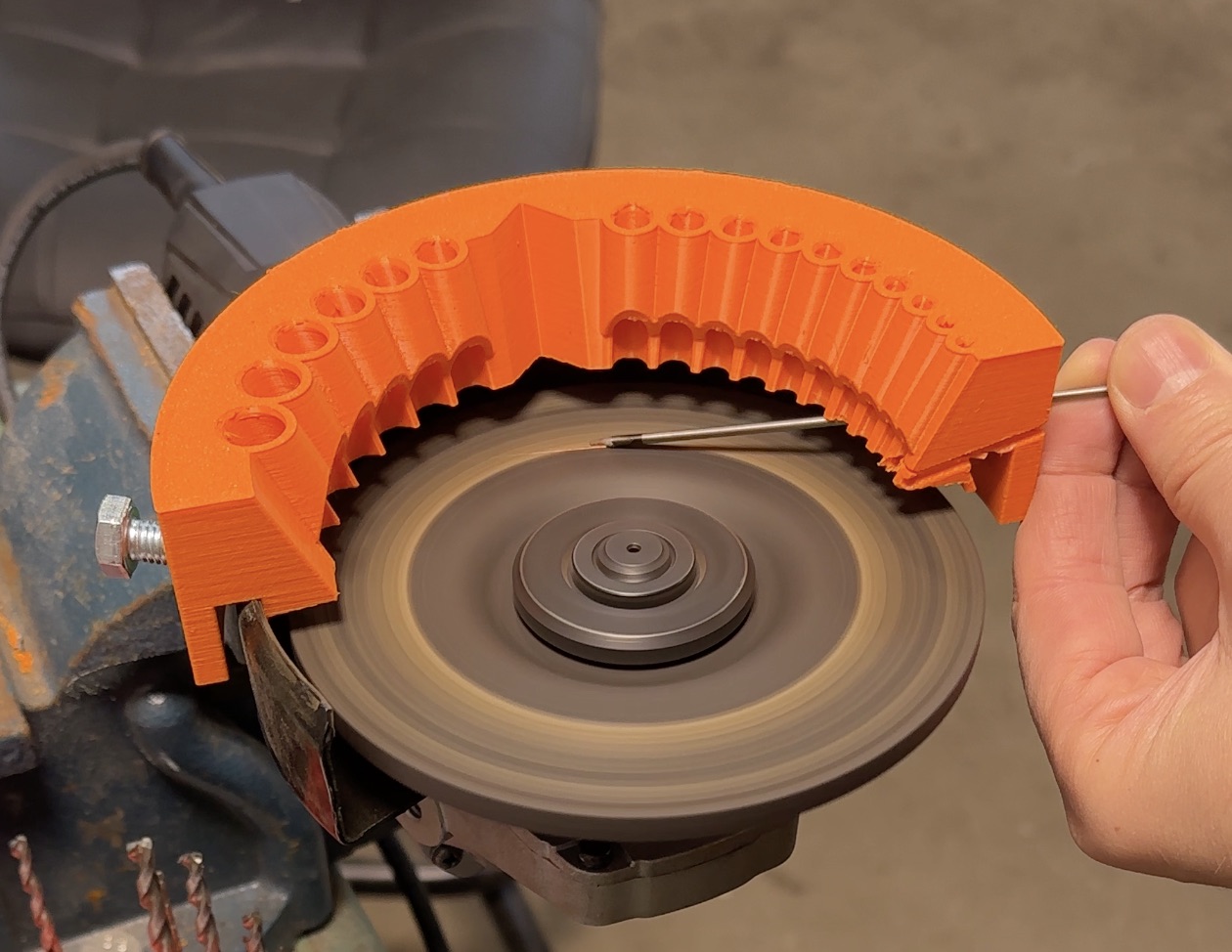
Denna adapter möjliggör även slipning av volfram för TIG-svetsning.
Vår innovativa adapter monterad på en vinkelslip, perfekt för exakt borrslipning och volframförberedelse vid TIG-svetsning
Hur man använder adaptern
För borrslipning:
Använd en slipskiva. Bästa resultat uppnås med en förbehandlad (använd) slipskiva som ger en jämn och exakt yta.
På grund av vinkelslipens höga hastighet bör borr regelbundet kylas.
För slipning av volfram (TIG-svetsning):
Det optimala valet är en lamell- eller slipskiva. Använd det som finns till hands om dessa saknas.
En modell för att effektivt tillverka egna märkesanpassade rotgasskydd för TIG-svetsning.
Hej, kära svetsare! Jag har väntat på rätt tillfälle att presentera en högkvalitativ tvåkomponentssilikon som gör det möjligt att skapa professionella verktyg själv. Äntligen är tiden inne, och som vanligt i våra svetsäventyr har vi haft tur – ungefär som den gången när NDT-inspektören godkände hela projektet utan att ens sätta sin fot på plats!
Den här silikonen erbjuder tre stora fördelar som gör den till en revolutionerande lösning:
Viktiga fördelar med platinahärdad silikon för rotgasverktyg:
Värmebeständighet
Tål upp till 330°C vid kortvarig kontakt. En dröm för industriella svetsare!
Livsmedelsklassad kvalitet
Lämplig även för farmaceutiska tillämpningar – ännu en fördel för industriella svetsare!
Snabb härdning
Silikonen härdar helt på bara 24 timmar, vilket gör den mycket praktisk för daglig användning.
Kostnadseffektivitet
Att skapa ett rotgasverktyg DN80 kostar bara 1,50 euro i material plus två timmars arbete. Under den tiden kan du producera fem rotgasskydd, vilket sparar pengar och ökar effektiviteten.
Personlig branding
Dina rotgasverktyg kan få din egen logotyp, vilket ger ett professionellt intryck.
Lättanvänd 3D-form
Ladda ner en färdig designfil, skala den till önskad storlek och sätt igång. En gåva från pipeweld.ee till dig!
Varför använder man rotgas?
Man använder rotgas vid TIG-svetsning av rör för att:
Skydda svetsroten mot oxidation Rotgas (oftast argon eller argon-hydrogen) bildar ett inre skyddsskikt som hindrar syre och kväve från att angripa det smälta metallet.
Bibehålla korrosionsbeständigheten För rostfria och höglegerade stål är det avgörande att undvika oxidskikt på insidan av röret för långsiktig hållbarhet.
Förbättra utseendet och kvaliteten Rätt gasflöde ger en jämn, blank rotrossett utan missfärgningar, porer eller ojämnheter.
Öka processens repeterbarhet Med ett standardiserat rotgasflöde och verktyg (t.ex. SC Profi) får man konsekvent genomträngning och svetsprofil oavsett operatör eller rördimension (40–300 mm).
Minska efterarbete och kostnader Färre defekter innebär mindre slipning, borstning eller kemisk avfärgning, vilket kortar cykeltider och minskar produktionskostnaderna.
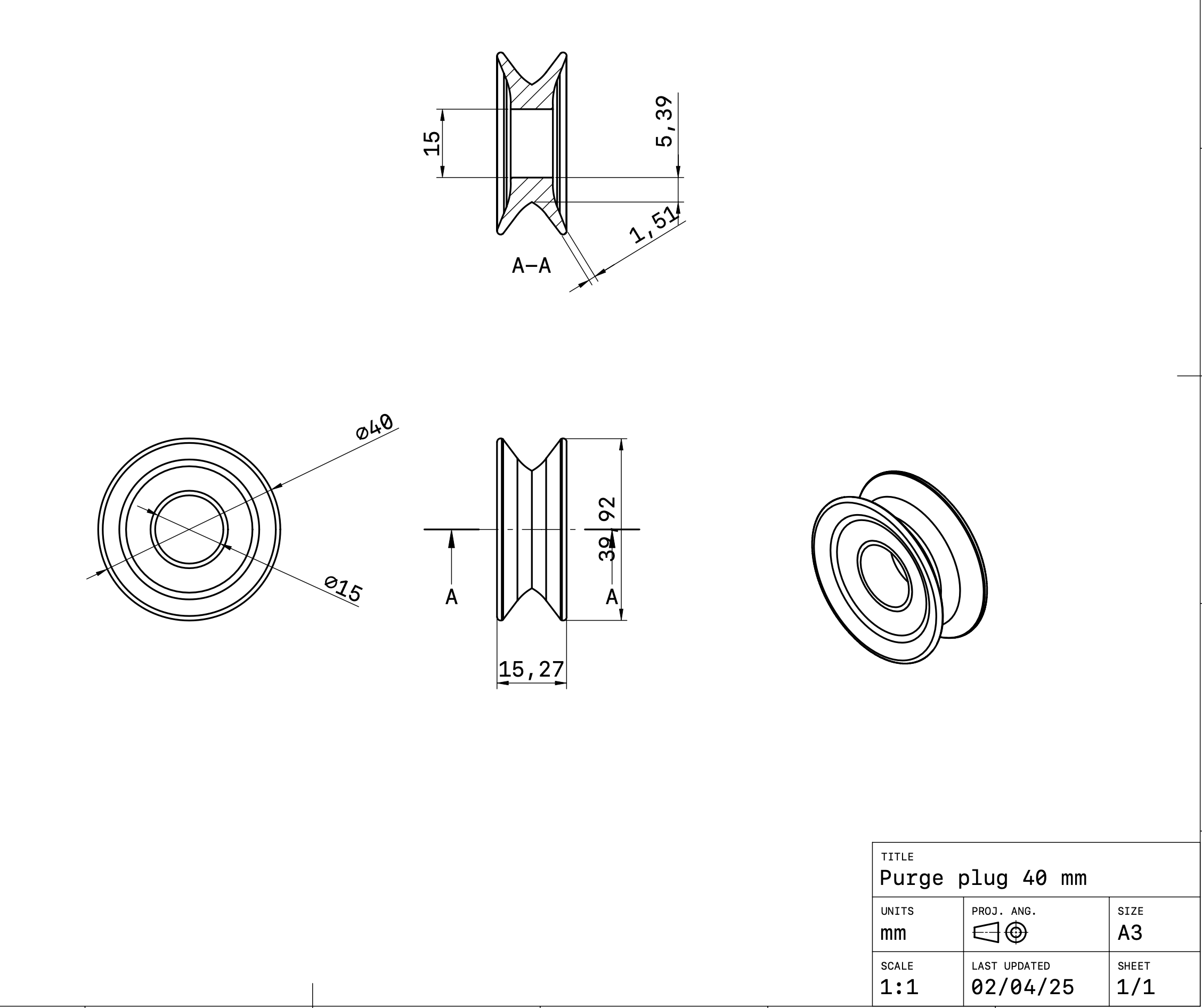
Ritning av en silikonplugg för TIG-svetsning med alla mått och proportioner
Min erfarenhet och tips för framgång
Jag har själv testat hela processen och delar gärna allt jag har lärt mig. Det enda jag ber om är att du delar den här artikeln i relevanta svetsforum och kollar in de andra smarta DIY-verktygen som vi har utvecklat på vår blogg.
3D-form för TIG rotgasverktyg: STL- och STEP-modeller
Den här testade 3D-modellen finns i STEP-format och består av fyra delar. Grundformen är designad för ett rotgasverktyg med OD 94 mm, vilket passar för DN80-rör.
Om du behöver en större storlek, som DN150 (OD 169 mm), är det enkelt att skala modellen. Justera bara dimensionerna med mjukvara som Cura eller andra slicerprogram innan 3D-utskrift. De flesta slicers har möjlighet att skala objekt längs alla tre axlar.
Exempel på skalning:
Om du behöver ett verktyg med 152 mm diameter från 94 mm-modellen, skala med 61,7 %.
För en 212 mm diameter, skala med 39,7 %.
Justera alla tre axlar proportionellt för korrekta resultat.
Välj rätt silikon för TIG rotgasverktyg
Jag rekommenderar starkt platinahärdad silikon för dess hållbarhet, sterilitet och användarvänlighet.
Rekommenderad hårdhet: Efter tester har jag kommit fram till att en Shore-hårdhet på 60 är idealisk. Lägre hårdhet (t.ex. Shore 20) är för mjukt för industriellt bruk.
Noggrann blandning: Använd en digital våg med noggrannhet på 1-2 gram för att säkerställa rätt proportioner när du blandar de två komponenterna.
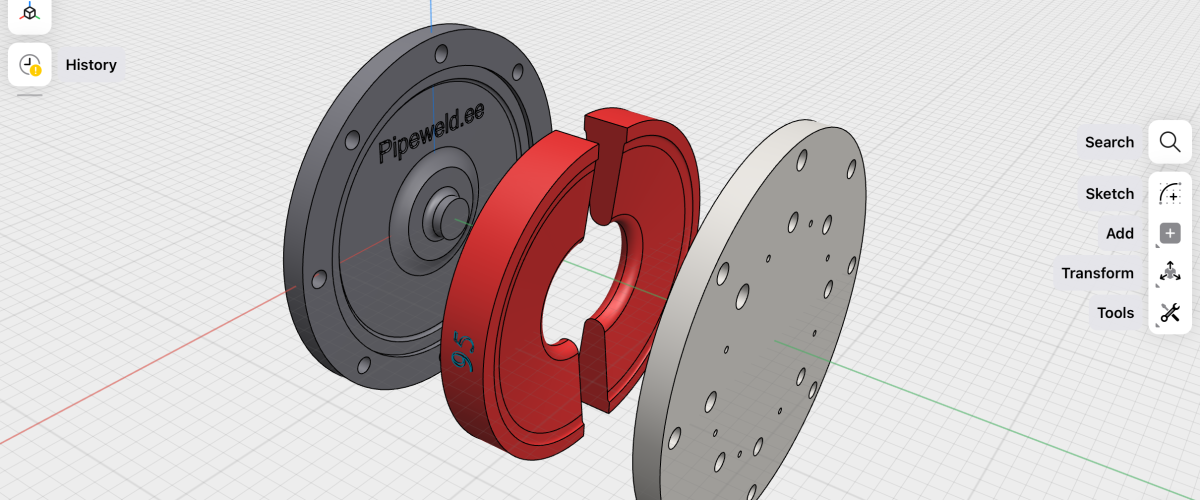
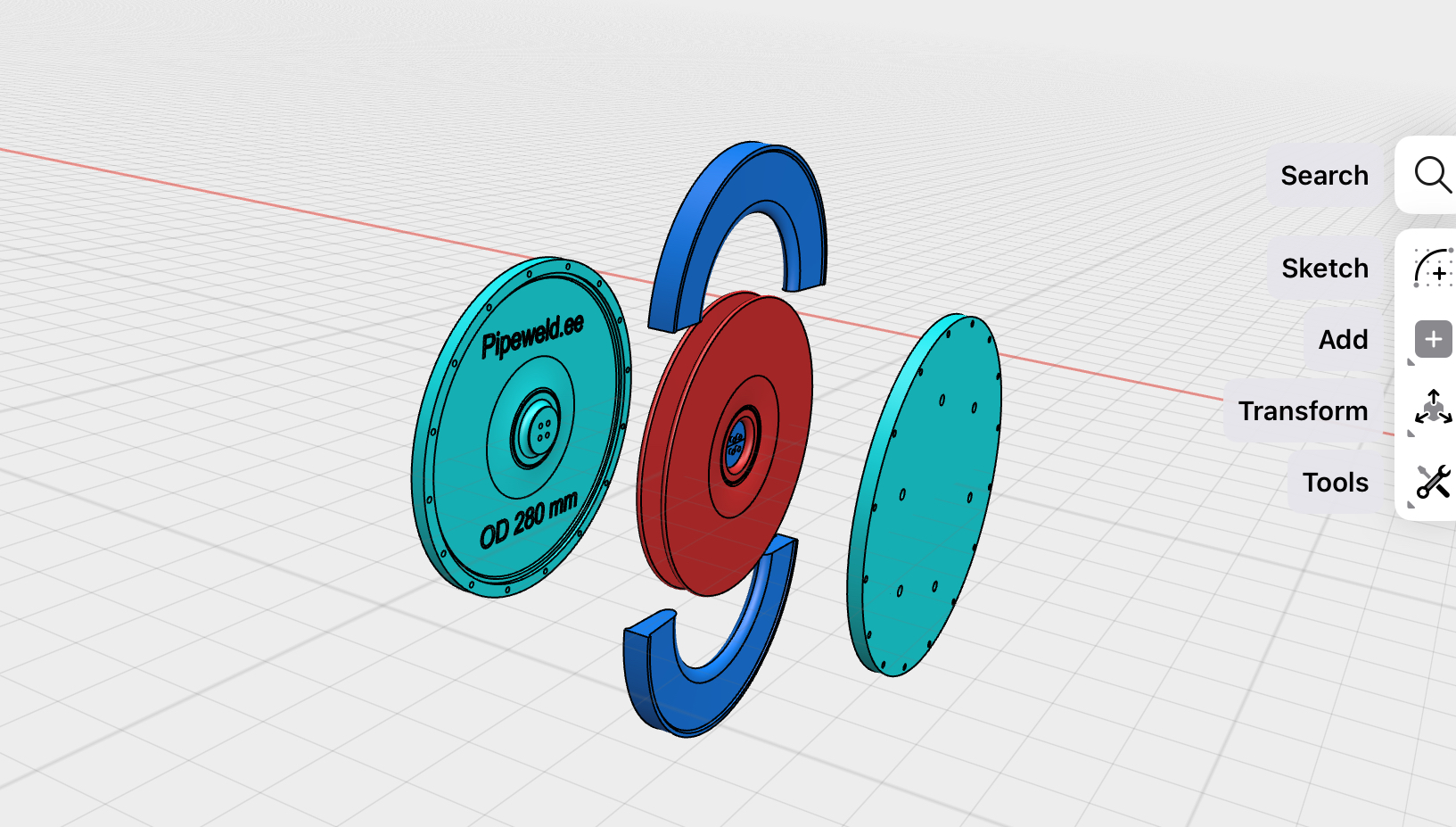
3D-modell av en sc profi tätningsplugg verktyg med en inre metallplatta på 1 mm tjocklek
Uppdatering: 14 januari 2025
Flera personer har bett mig att skapa en modell för en större tätningsplugg med en metallplatta på 1 mm tjocklek. Denna typ av pluggar produceras ofta i stora volymer, och du har förmodligen sett dem tidigare.
Jag rekommenderar att använda denna plugg för rör med diametrar från DN 200 till 400 mm.
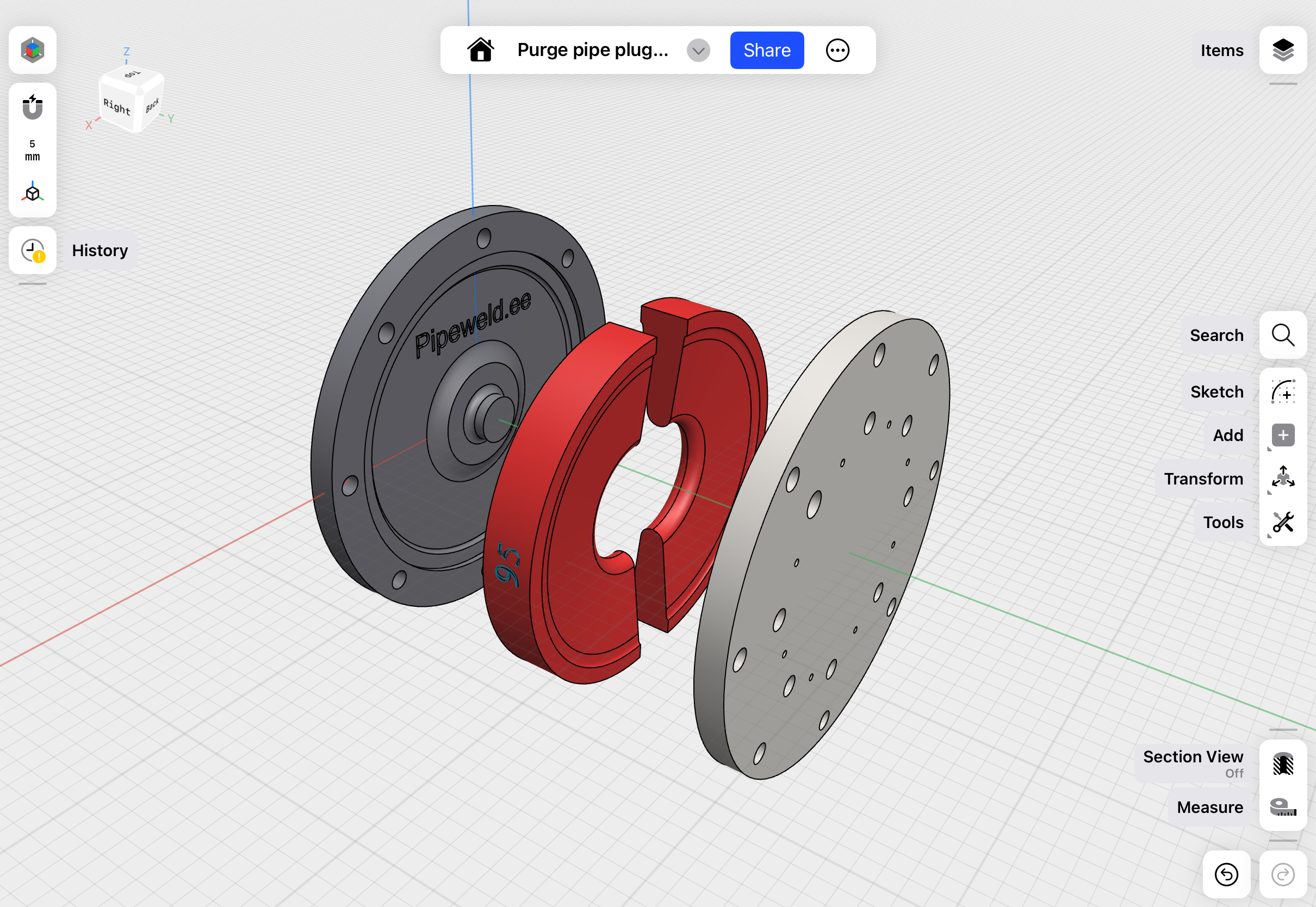
Jag skapade modellen med en diameter på 280 mm, baserad på den ursprungliga pluggen och med alla mått hämtade från den. Särskild uppmärksamhet ägnades åt en specifik spårprofil som förenklar installationen av metallplattan i mitten av pluggen. Detta spår finns endast på ena sidan.
De röda diskarna är den nya tätningspluggen, och de blå insatserna i mitten är diskar som skapar ett spår där en metallskiva med en diameter på 71 mm och en tjocklek på 1 mm senare sätts in.
Uppdatering: 1 februari 2025
Eftersom det visade sig att det centrala monteringshålet i locket också skalas proportionellt när modellerna ändras i storlek (och vi behöver behålla en fast diameter), har jag beslutat att tillhandahålla färdiga STL-filer. På så sätt kan ni gå direkt till utskrift utan någon ytterligare skalning.
Den första omgången lock har ytterdiametrar från 65 mm upp till 107 mm.
Vi har diskuterat och kommit fram till att i lock med en yttre diameter på 115 mm och uppåt, där en metallskiva tidigare var planerad (se ovan), kan vi klara oss utan den. Därför tillhandahåller jag nu färdiga modeller för alla diametrar från 115 mm och planerar att utöka dem upp till 400 mm. Nu, istället för skivan, spänns de fast med en bricka och mutter, och ett hål på 20 mm är förberett i alla lock som anges nedan.
För att fästa dessa skivor köper ni följande fästanordningar från Kina.
Blandning och förberedelse:
Blanda silikonet noggrant i minst 5 minuter. Montera din 3D-printade form med bultar för att säkra delarna.
Valfri vakuumkammare:
För ett bubblfritt resultat, placera det blandade silikonet i en vakuumkammare för att avlägsna luftfickor. Om du inte har tillgång till en vakuumkammare, använd en silikon med självavgasande funktion.
Manuell gjutning eller sprutmetod:
Använd en stor medicinsk spruta (100+ ml) för att hälla silikonet exakt. För DN80 behöver du 40 gram silikon.
Ta ut ditt DIY rotgasverktyg
Efter 24 timmar kan du försiktigt demontera formen och ta ut ditt nya rotgasverktyg. Använd det dock inte direkt – låt det vila i ett par dagar för att säkerställa att ytan är helt härdad och inte klibbig längre.
Vad du behöver köpa för smidig arbete och ett bra resultat:
Hitta en plats där du kan skriva ut en 3D-modell, och be dem att skala modellen till önskade diameter.
Köp platinsilikon med en Shore-hårdhet på 60.
Skaffa tryckbultar (8 stycken). Diametern kommer att variera beroende på skalningen. För DN 80 passar M5-bultar.
Köp en spruta med en volym på 100 ml.
Förbered mätkärl och en behållare för blandning.
Hålen för att hälla i silikon har jag gjort större – 9 mm i diameter. Det gör det lättare att hälla i silikonet och säkerställer en högkvalitativ härdning.
Projektutveckling.
Uppdateringar från den 10 mars 2025
Kära kollegor, det är viktigt att erkänna att djävulen finns i detaljerna. Det här projektet har fullständigt fängslat mig, och tillsammans med min 13-åriga son började vi utveckla, testa och förfina det. Det har visat sig vara mycket mer intressant än vad jag ursprungligen förväntade mig.
Viktiga insikter och beslut
Problemet med silikonavvalet
Med er hjälp upptäckte vi att det är en formidabel utmaning att hitta silikon med en hårdhet på 60. Följaktligen beslutade vi att överge den idén och anpassa projektet till att använda mer lättillgängliga typer av silikon.
Lösning: Vi utvecklade fyra nya proppmodeller, vilka vi gjutit själva. Det visar sig att den föreslagna designen fungerar utmärkt för silikoner med hårdhetsnivåerna 20 och 40. Vi inväntar nu er feedback för att anpassa modellerna till olika diametrar.
Skalning av delar
Tyvärr kommer skalning av delarna med vissa begränsningar.
Lösning: Varje design måste utvecklas separat för varje diameter. Detta avskräcker oss inte; det viktigaste är att fastställa vilken design som passar bäst för varje diameter. Därför föreslår vi tre designvarianter för ert övervägande:
40 mm-modellen kommer att anpassas för diametrar från 40 till 65 mm. STL-modellen kan laddas ner nedan.
75-modellen är avsedd för diametrar från 65 till 115 mm. STL-modellen kan laddas ner nedan.
115-modellen är troligen designad för diametrar upp till 156 mm, och 115+-modellen planeras för diametrar från 156 till 290 mm. STL-modellen kan laddas ner nedan.
Silikoneffektivitet
Det är viktigt för er att veta vilken volym silikon som krävs för att tillverka varje propp. Framöver kommer denna information att inkluderas i filnamnen.
Användning av spännskruvar
Vår praktiska erfarenhet har visat att spännskruvar inte är nödvändiga för formarna – åtminstone inte för modeller med diametrar från 40 till 115 mm (vi har ännu inte testat större prover). Den sammansatta formen är tillräckligt stabil, men det rekommenderas att ha två små klämmor till hands.
Silikoninjektion i formen
Ju högre hårdhet silikonet har, desto lägre är dess viskositet, vilket gör injektionsprocessen mer utmanande. Det är nödvändigt att förbättra injektionstekniken.
Lösning: Vi köpte en vakuumkammare för 150 euro. Efter att ha blandat silikonet i en kopp placerar vi den i kammaren i 15 minuter under ett negativt tryck på –1 bar. Därefter injicerar vi försiktigt silikonet i formen i två steg: först fyller vi 75 % av volymen och låter silikonet sätta sig i 3 minuter, varefter vi tillsätter de återstående 25 %. Om du inte har en vakuumkammare kan du bygga en själv – detaljer finns här: YouTube Video. Alternativt kan du hälla silikonet från koppen på en tallrik, vilket avsevärt ökar ytan och minskar lagrets tjocklek, så att luftbubblor lättare kan tränga upp till ytan.
Filformat
Vi har upptäckt att inte alla tycker att det nuvarande filformatet är bekvämt att arbeta med. Vi har tagit detta till oss och har redan löst problemet.
Slutsats
Vi har också lagt upp korta videor om projektets utveckling på sociala medier och skulle uppskatta er uppmärksamhet och interaktion med dem. Vi ser fram emot era synpunkter och förslag för att ytterligare förbättra projektet!
Projektet fortsätter att utvecklas. För närvarande arbetar vi med 3-läppars tätningssystem, rotgas besparing och där minskar volymen och spoltiden förväntas endast vara 40 % mindre.
Ja, vi vet att sc profi är ett patenterat, men i vårt fall behöver vi inte oroa oss eftersom patentet avser att förhindra massproduktion, och vi tillverkar det för eget bruk.
Ilja Arhi – Lycka till med mindre oxidation och rostfritt svetsningen!
Svetsfel: rotfel, brist på smältning och andra svetsdefekter.
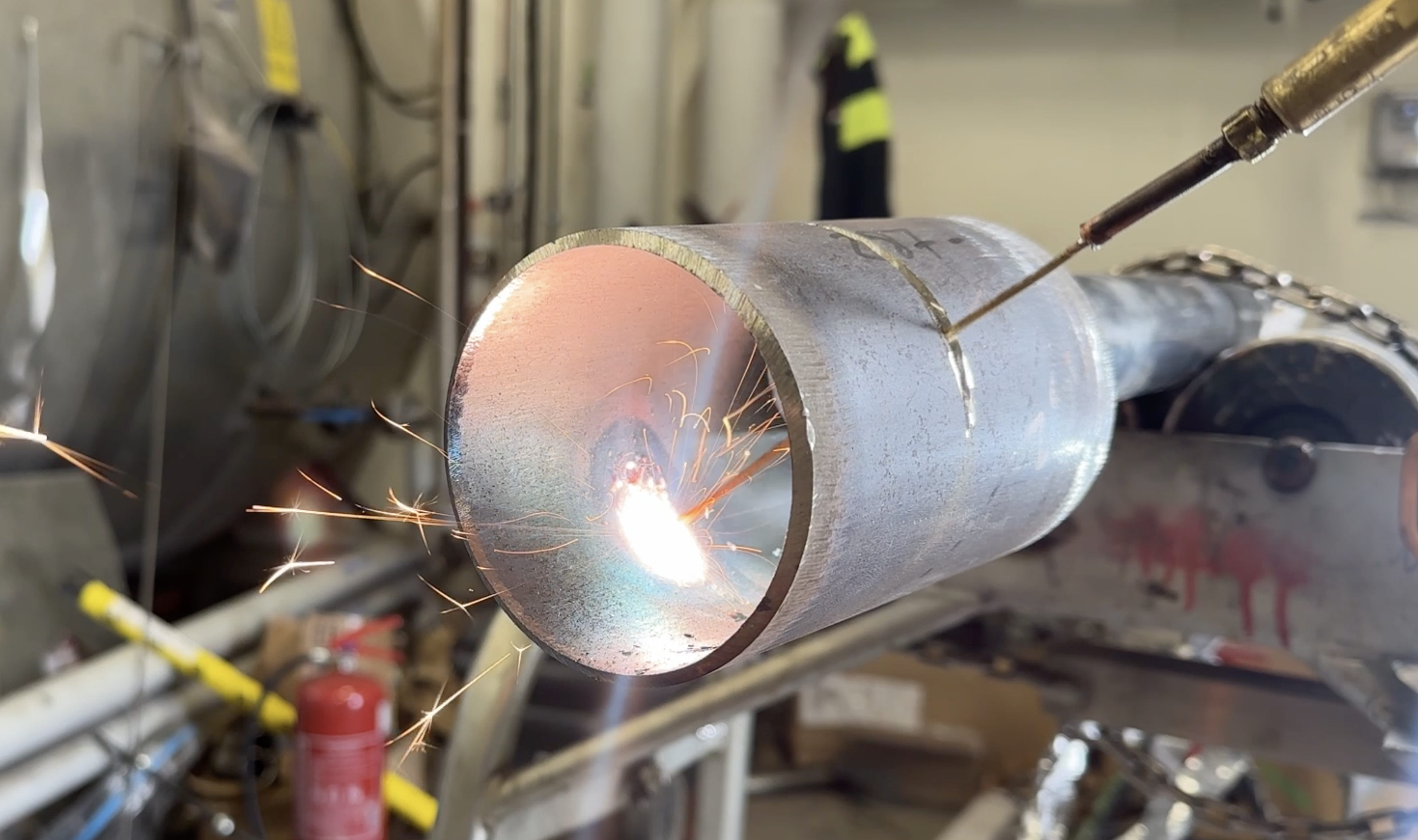
Gör-det-själv gassvetsmunstycke för att fixa fel i roten vid 2 mm springor – Svetsning på svåråtkomliga platser.
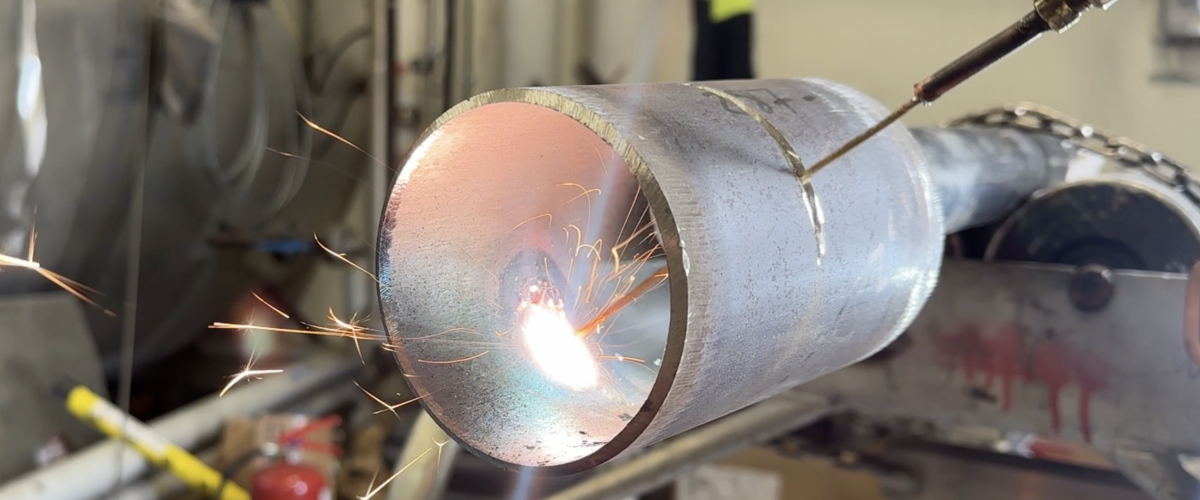
Bakgrund: År 2017 fick vårt företag, Pipeweld.ee, ett kontrakt för att slutföra en 8 km lång fjärrvärmeledning i Sverige. Ledningen var en dubbel DN200 mm rörledning med 6,3 mm väggtjocklek. Varje rörsektion var 16 meter lång och vägde över 2 ton. Installationen gjordes med grävmaskin, och svetsningen utfördes med gassvets enligt 311-metoden som kunden krävde. Svetsfogarna granskades till 100 % med radiografi (RT), Grupp B.
En enda svetsare kunde slutföra 5 par svetsfogar per dag, totalt 10 svetsar.
Svetsarna stötte på problem, vilket är oundvikligt under sådana förhållanden. Frustrationen var stor när en liten svetspor eller ett rotfel upptäcktes på en 1 mm sektion av en svets i en svåråtkomlig position. Dessa områden var särskilt utmanande att nå, och ibland var båda svetsarna tvungna att öppnas för att åtgärda även små svetsdefekter.
Den avgörande frågan var: hur åtgärdar man snabbt fel som svetsfel, svets porer och andra defekter med 100 % säkerhet?
Det var så detta livräddande munstycke utvecklades. Och jag kan direkt säga att jag inte ser några problem med att använda det för att fixa svetsdefekter på större diametrar.
Att veta hur man fixar dessa problem blir mycket enklare med rätt verktyg.
Svetsfel – Hur man åtgärdar brist på smältning och andra problem
I denna artikel kommer vi att fördjupa oss i designen av gassvetsmunstycke och skapa en unik version som följer säkerhetsregler, eliminerar svetsfel som brist på smältning och minskar tiden för svetsreparationer.
Vi kommer att täcka ämnen som:
Vad är bakslag, och varför är det farligt?
Orsaker till bakslag i en gassvets.
Hur fungerar en injektor?
Testmetoder för gassvetsar innan användning.
Säkerhetstekniker vid gassvetsning.
Designa din egen gassvets med dessa överväganden.
Montering av en anpassad svets för svåråtkomliga platser.
Testa svetsen innan rotfogen svetsas.
Användning av den nya svetsen för rotfogar.
Andra intressanta tips om gassvetsar.
Svetsdefekter i rotfogen: Vad är bakslag, och varför är det farligt under reparationer?
Bakslag är antändning av bränsleblandningen i svetshuvudets kanaler, vilket kan leda till att acetylen-slangen fattar eld och i värsta fall orsaka en explosion av acetylencylindern!
För att minska risken för explosion under reparation av svetsfel bör säkerhetsbackventiler installeras på båda cylindrarna.
Obligatoriskt att använda, särskilt vid arbete med hemmagjorda brännare
Orsaker till bakslag under acetylen-svetsning och åtgärdande av svetsfel som brist på smältning, rotfel och svetsporer:
Varje brännbart material har sin egen bränningshastighet. I vårt fall spelar även gasens utgångshastighet från svetsmunstycket en avgörande roll. Dessa hastigheter är viktiga för att justera gassvetsen så att de matchar varandra.
De främsta orsakerna till bakslag under svetsning och reparation av svetsdefekter som brist på smältning:
Bränningshastigheten för gasblandningen överstiger gasens utgångshastighet från svetsmunstycket, och vice versa—detta är det vanligaste problemet.
Andra orsaker:
Ett igensatt munstycke, vilket ändrar den beräknade gasutgångshastigheten eller skapar turbulens i gasblandningen.
Felaktigt utgångstryck från gascylindern. Acetylentrycket bör inte överstiga 0,2-1,2 bar, även om syre tillförs vid 3 bar. Kontrollera tabellen för gassvetsens effekt och tryckförhållande. Se bild 4.
Felaktig tändning av svetsen—felaktig justering av syre och bränslegas.
Överhettning av svetsmunstycket, vilket orsakar för tidig antändning av gasblandningen innan den lämnar munstycket.
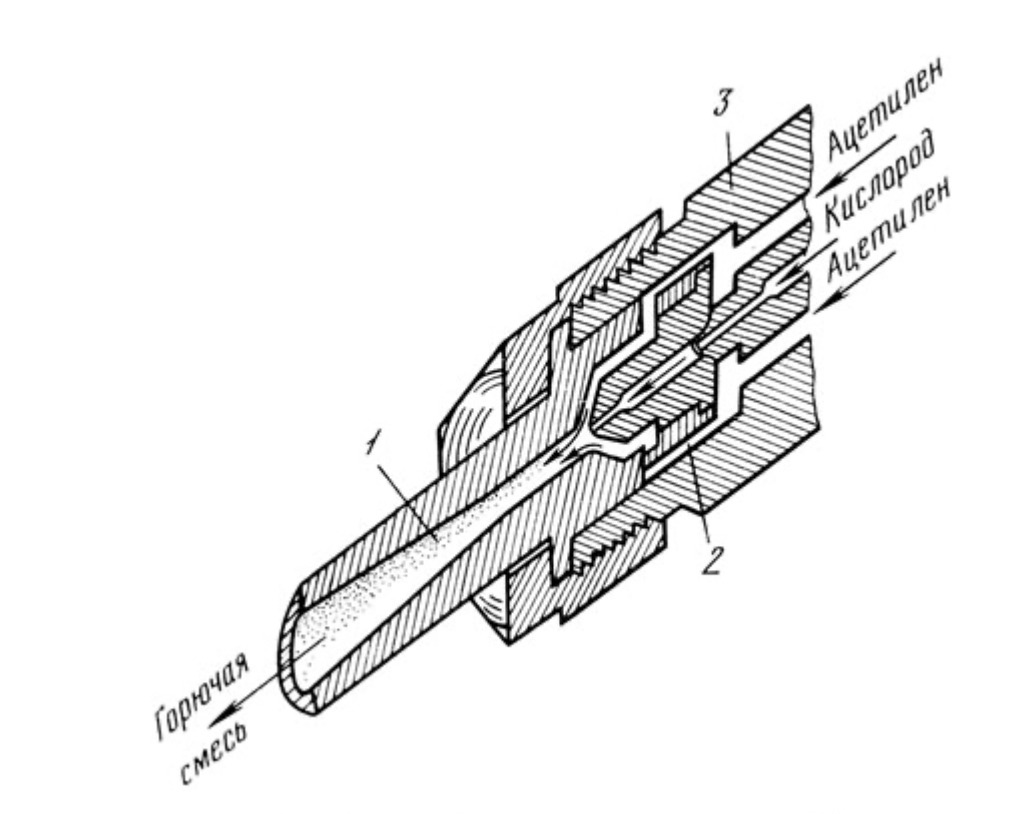
Överdrivet slitage eller felaktig användning av munstycket, vilket leder till feljustering mellan inlopp och utlopp. Se bild 2.
Tunnformad avsmalning av kanalen och konvergerande munstycke—byt ut munstycket. Se bild 1.
Förkortning av kanalens utgångssektion till mindre än 3 gånger kanalens diameter—byt ut munstycket. Se bild 3.
Dessa defekter är inte omedelbart synliga, men de kan avsevärt påverka svetsningen.Det är avgörande att upprätthålla korrekta gasblandningsproportioner vid reparation av svetsdefekter.
Hur gas svetsens injektor fungerar
Av de nämnda orsakerna till bakslag är de viktigaste för oss:
Gasflödeshastighet (tryckinställning i slangar + injektor).
2. Korrekt gasblandningsförhållande (injektor).
Nu är det dags att diskutera injektorn, som säkerställer korrekt blandning av gaser för att undvika svetsdefekter som brist på smältning.
Injektorsvetsar är utformade för att leverera lågtrycksbränslegas (acetylen) till blandningskammaren genom att dra in det med en högtryckssyreström.
Denna enhet kallas injektor, och sugfenomenet kallas injektion.
Testmetoder för en gassvets innan åtgärdande av svetsfel som brist på smältning och andra svetsdefekter:
Innan du börjar arbeta med en ny svets och munstycke är det viktigt att kontrollera injektorn. Detta kan göras med enkla steg:
Skruva loss acetylenslangen från svetsen, öppna syretillförseln, öppna sedan helt acetylentillförseln och placera tummen på acetyleneinloppsnippeln (där slangen var ansluten). Se till att det finns ett sug (tummen ska fastna på nippeln).
Detta sug indikerar att injektorn fungerar korrekt.
För att vara mer exakt:
Det har fastställts att vakuumet i acetylenkanalerna före injektorn varierar mellan 35-275 mm Hg i en otänd svets och 25-50 mm Hg i en tänd svets.
Obs: Den märkbara tryckminskningen i en tänd svets beror troligen på att syret inte är helt öppet under förbränningen, vilket orsakar denna skillnad.
Vad tycker du?
Säkerhet och personligt ansvar vid gassvetsning, särskilt med en egenbyggd svets – VIKTIGT!!!
Jag har läst mycket litteratur om hur acetylensvetsar fungerar och vad man bör fokusera på under deras användning. Jag hittade personligen svar på alla mina frågor.
Dock kan jag inte ta ansvar för de slutsatser du eller andra kan dra från detta material. Du måste förstå att ansvaret ligger helt på dig själv.
Design och byggande av din svets enligt ovanstående regler:
Jag har kommit fram till att den viktigaste och känsligaste mekanismen i en svets är injektorn och blandaren som följer. Så om jag vill skapa min egen svets måste jag hitta en fabriksbyggd injektor med blandare och anpassa min kopparkapillär till den, vilket finns tillgängligt i större järnvaruhus i Europa eller på nätmarknader. Mitt rör är gjort av mässing (ett idealiskt material för denna typ av svetsar), med en yttre diameter på 2 mm, en väggtjocklek på 0,5 mm och en gaskanal med en diameter på 1 mm.
Efter mycket experimenterande fann jag att om ditt mässingsrör är cirka 150-250 mm långt kan du använda en injektor och blandare från ett fabriksmunstycke som är klassat för 500 liter. Munstycket bör vara av koppar, som kan böjas som denna modell:
R!MAC Svetsinsats till G11 Flexibel 500L. (Googla det)
En sådan svets brännare passade mig personligen.
Skär av kopparröret från svetsen, lämna 2-4 cm, löd fast din kapillär på det, och voilà – svetsen är redo för testning.
Test av svetsen för att åtgärda rotfel, brist på smältning och andra svetsdefekter:
Ställ in rätt utgångstryck på båda cylindrarna (se bild 4).
Kontrollera vakuumet i acetylenförsörjningen (metoder beskrivna ovan).
Utför den första tändningen och justera lågan till standardparametrar.
Om du inte kan uppnå stabil förbränning och vet hur man justerar en standard acetylen-svets kan problemet vara att för mycket lödtenn har fyllt insidan av kopparröret under lödningen och delvis eller helt blockerar gasflödet. I så fall måste du bygga om din svets.
Om du uppnår stabil förbränning kan du börja med ett testsvets i 1-2 minuter. Efter att ha släckt svetsen, rör vid injektorn med bara handen. Om den inte värms upp under svetsningen har din svets klarat första testet.
Fortsätt testa med längre svetsar, säg 3-5 minuter. Detta var det sista testet för min svets eftersom jag visste att jag skulle använda detta munstycke i högst 2 minuter för att reparera rotfogar i ett rör. Eftersom röret är ett slutet utrymme där temperaturen stiger snabbare beslutade jag att dubbla testtiden i en öppen miljö.
Om din injektor värms upp till över 200 grader ökar risken för bakslag. Jag mätte mer noggrant för att bestämma injektorns temperatur och svetsningstid. Bakslag inträffar vid 300 grader. Driftstemperaturen för en fabriksinjektor överstiger inte 40-50 grader.
Anmärkningar om användning av en ny svets för rotfogar:
När jag arbetade med svetsdefekter som rotfel och brist på smältning i rotfogen genom ett svetsgap märkte jag ibland att lågan plötsligt slocknade.
Denna effekt inträffade inte alltid, men när den gjorde det var det mycket påtagligt. Efter många tester och antaganden har en 100% lösning inte hittats, men det är viktigt att säkerställa god ventilation i röret för bättre förbränning.
Andra intressanta anmärkningar:
Svetsdefekter som brist på smältning, svetsporer, djupa porer, rotfel och andra defekter på vilket metall som helst kan åtgärdas med denna metod. Jag har personligen testat det, men det kräver skicklighet!
För korrekt drift av svetsen bör munstyckets utloppskanaldiameter matcha blandningskammarens kanaldiameter, medan injektorns kanaldiameter bör vara tre gånger mindre.
G2- och G3-typens svetsar med utbytbara munstycken bör dra in luft från atmosfären genom den öppna acetylenkopplingen med en hastighet som inte är mindre än det nominella acetylanförbrukningen vid maximalt syretryck, enligt de tekniska specifikationerna för den specifika svetsmodellen.
Det nominella acetylanförbrukningen för varje svetsmunstycke, enligt de tekniska specifikationerna för den specifika modellen, bör uppnås vid minimalt acetylentryck och fri flammans förbränning med fullt öppna ventiler.
Metallkomponenter i svetsar bör vara av mässing, eftersom det är idealiskt för att klara de operativa kraven för gassvetsar.
Frågor, förslag eller kommentarer?
Lämna dem gärna i kommentarsektionen nedan i denna artikel. Din input är värdefull, och jag är här för att hjälpa dig att åtgärda svetsfel effektivt, oavsett om det gäller brist på smältning, rotfel eller svetsporer.
Schaktfri rörläggning: Horisontell borrning för rörläggning och intressanta nyanser.
Det finns en teknik som kallas horisontell borrning, som vanligtvis utförs med mycket kostsam utrustning. Detta är dock inte den enda tekniken, och i många fall kan man hitta alternativ, inklusive schaktfri rörläggning.
Ofta erbjuds inte tillgängliga alternativ av alla entreprenörer, men det är bra att veta att de existerar.
Allt beror på detaljerna för din borrning, såsom tillgängligt utrymme för utrustningen, markens hårdhet och andra faktorer. Alla dessa nyanser är inte alltid uppenbara, så jag rekommenderar att kontakta flera företag innan du fattar ett beslut.
Det är dock bra för den vanliga personen att känna till metoden för styrd borrning inom schaktfri rörläggning.
Den kräver en mindre byggplats för borrningen, men också en startgrop, medan metoden för horisontell styrd borrning (HDD) inte kräver en startgrop, men utrustningen är större och dyrare. Metoden för styrd borrning inom schaktfri rörläggning fungerar i jordar upp till kategori 3.
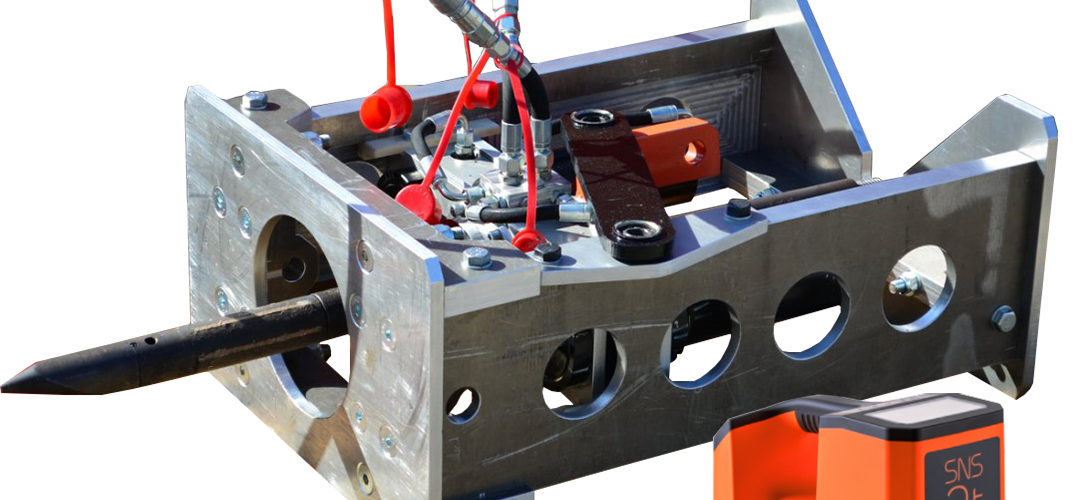
Dyr maskin för horisontell borrning/ Schaktfri rörläggning
Hur man kan sänka kostnaderna för schaktfri rörläggning
Om marken har en hårdhet upp till kategori 3, kan kostnaderna minskas genom att använda alternativ, men ändå professionell utrustning.
Vi har ofta stött på behovet av att utföra en borrning, till exempel under en järnväg. När vi jämförde prisförslag från lokala företag som använde dyr utrustning, upptäckte vi att priserna inte var tillfredsställande. Detta ledde till behovet av att söka alternativa tekniker för horisontell borrning.
Så här ser den dyra utrustningen ut:
Sedan 2018 har vi framgångsrikt samarbetat med företaget Mempex.by, som sedan 2001 har utvecklat olika utrustningar för schaktfri rörläggning.
Installationer för högprecisions horisontell raklinjig snäckborrning under kontroll av lasersystem.
Installationer för styrd borrning i plan och profil av mark under kontroll av lokaliseringssystem.
Utrustning för schaktfri rörläggning vid byte av rörledningar (sanering med metoden att bryta marken) både med bibehållen och med ökad rörledningsdiameter.
Hjälpverktyg och enheter som underlättar arbetet för byggare och säkerställer säkert utförande av arbetet.
Mempex har flera patent på sin utrustning och deras tillvägagångssätt är verkligen imponerande. Företaget uppfinner, konstruerar och tillverkar kvalitetsutrustning.
För att kortfattat beskriva borrningsprocessen behöver man gräva en startgrop till borrdjupet, sätta formning runt startgropens omkrets och sedan sänka ner UМ-20-installationen, som borrar upp till 160 mm på en längd av 60 meter med en vikt på endast 114 kg. Därefter börjar magin.
Även om installationen ser mycket enklare ut jämfört med skandinavisk utrustning, utför den samma arbete och kostar hälften så mycket. Dessutom styrs borrningen enligt plan och horisontellt.
Ett sådant tekniskt underverk tillverkas av specialister från Belarus.
Vi har över 20 års erfarenhet inom byggandet av olika energisystem, med fokus på montering och svetsning av industrirör.
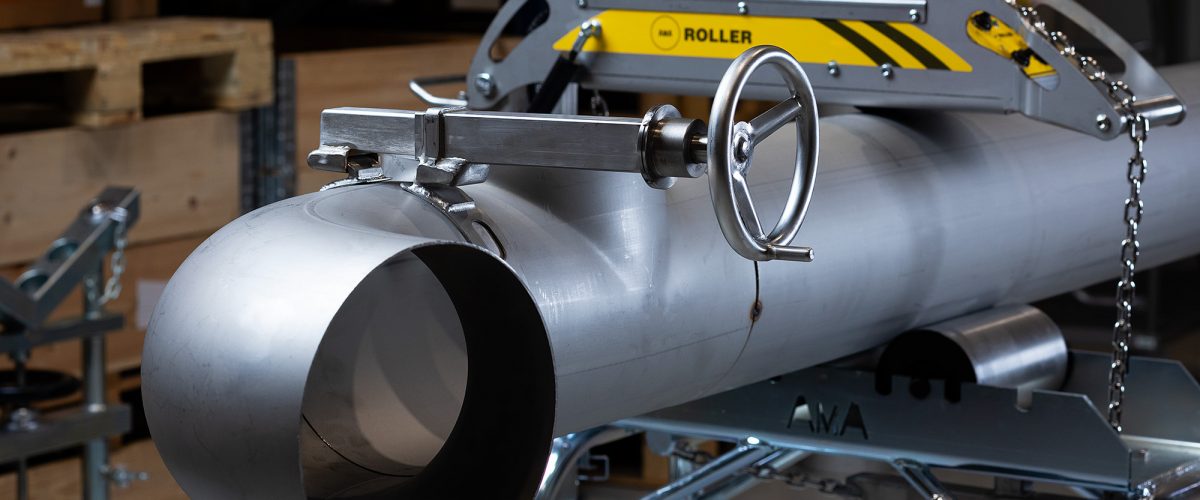
Redan i början av min karriär 2005 stötte jag på bärbara AMA-rullare på olika arbetsplatser. Jag arbetade själv med dem och märkte att även om de är enkla, är de mycket användbara.
Vi köpte våra första rullare till företaget cirka 2008. Då var det en investering för oss, men ärligt talat räknade vi inte med återbetalningstiden och letade inte efter alternativ. Vi köpte helt enkelt den utrustning som alla använde.
Utvidgning av AMA Produkter
Under de senaste åren har AMA utökat sin produktlinje, och vi köper dem med glädje.
Exempel på AMA-verktyg
1. Centreringsband: Återigen är enheten inte komplicerad och det verkar självklart hur man använder den. Men i praktiken märkte våra montörer att där ringen är skuren, uppstår det största trycket, vilket innebär att trycket inte fördelas jämnt över ringen. Några kan se detta som en nackdel, men våra killar har anpassat sig och använder detta faktum till sin fördel. Det hjälper när man ska foga samman ovala böjar (vilket händer ofta) med en rör eller om fogdelarna har olika tjocklek och man måste jämnt fördela skillnaden över hela fogens omkrets.
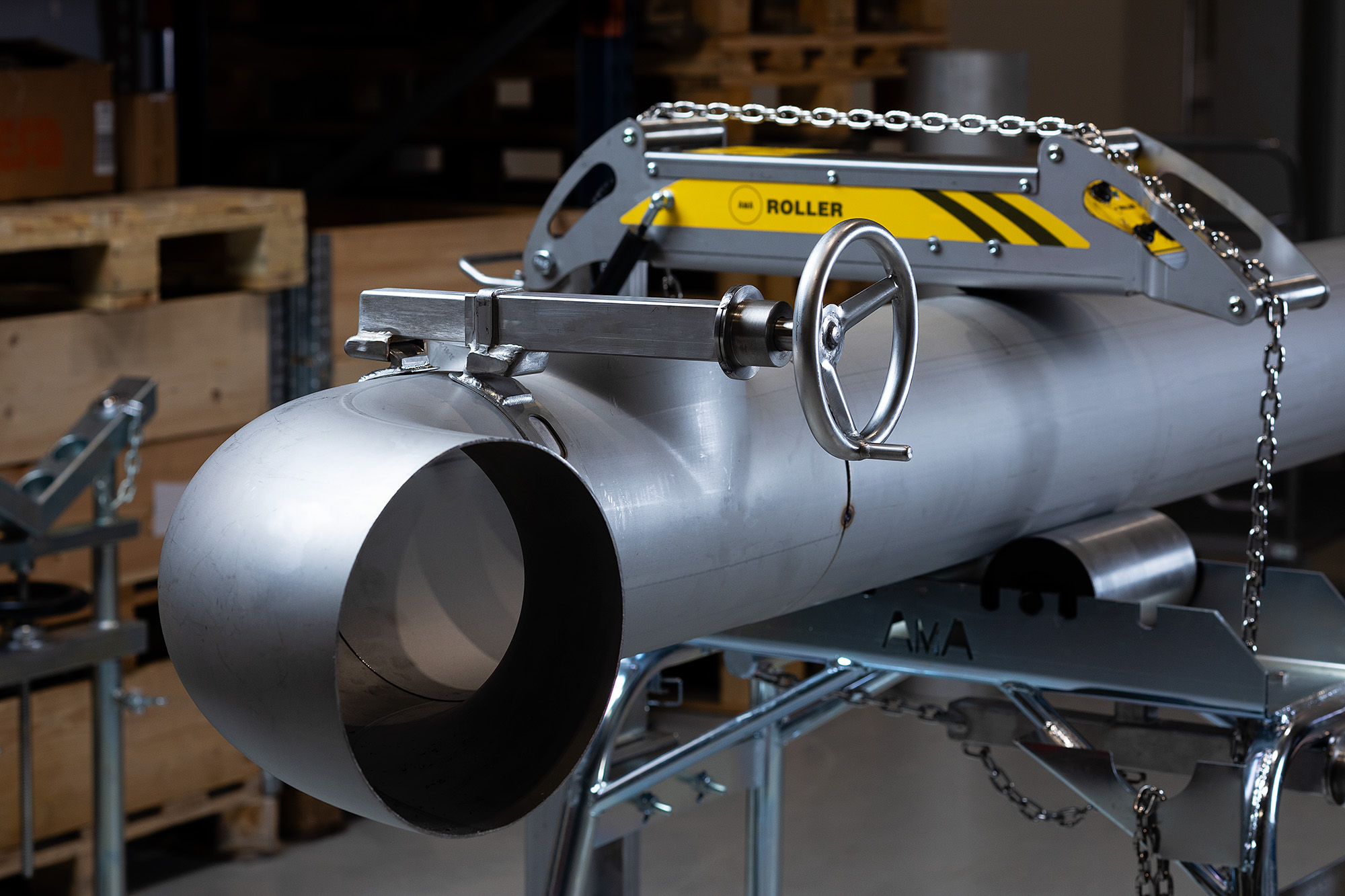
2. AMA ROLLER® -RÖRROTERARE: När jag först såg den i en reklamfolder blev jag inte imponerad. Jag jämförde den automatiskt med en rörrotator. Men när jag såg den i drift insåg jag att denna uppfinning förtjänar uppmärksamhet. Vi har nu köpt vår första och lär oss att anpassa den till våra processer.
Enkelhet, Precision och Hållbarhet
Alla verktyg vi köper för montering av industrirör köps för att förenkla och därmed påskynda processen med montering och svetsning av industrirör. Verktyg från AMA kännetecknas av sin enkelhet, precision och hållbarhet och kräver minimalt underhåll.
• Enkelhet: Det behövs ingen förklaring, bara titta på det.
• Precision: Precision och repeterbarhet är de viktigaste faktorerna och de är helt genomarbetade.
Återbetalning inom Industrirörbyggande
Återbetalningen är svår att beräkna exakt eftersom den varierar för varje entreprenör. Men i genomsnitt anser jag att om vi tittar på området industrirör, så tar återbetalningen 2-3 månader för varje 1000 euro som investeras i AMA-verktyg.
Vänjning Från Första Gången
Jag har märkt att det finns människor som är svåra att omskola, sådana konservativa typer som gillar att göra allt på plats och utan förberedelser. Vi hade sådana personer. Men även de vänjde sig mycket snabbt vid AMA-verktygen.
Därför rekommenderar jag personligen alla att uppmärksamma dessa enkla men extremt effektiva verktyg.
Så började samarbetet mellan ett rörsvetsföretag och ett fotbollslag.
För tre år sedan, av en slump, stötte jag på min kompis Anton Mashenistov på isbanan. Anton har varit kapten för fotbollslaget FC NPN Silmet i min hemstad Sillamäe i några år nu. Under vårt samtal berättade han om sina planer för säsongen 2021 att ta in nya spelare till sitt futsallag, och han var säker på att de kunde vinna Estniska Cupen.
Att tro på sig själv och arbeta hårt lönar sig verkligen.
Jag ville hjälpa vårt lag, så Pipeweld.ee trädde in som sponsor. Säsongen 2021 visade sig vara ganska aktiv, med massor av ny ung talang som gick med från staden.
År 2022 visade dessa unga spelare redan bra resultat, och laget började närma sig slutspelet.
År 2023 tog de andraplatsen i cupen, vilket drog till sig mycket intresse från större sponsorer.
År 2024, med bara en utländsk spelare, sopade laget hem alla futsal-cuper och fick en chans att spela i UEFA Champions League.
Estniska Mästerskapet 23/24 GULD
Estniska Cupen 23/24 GULD
Supercupen 23/24 GULD
Stort grattis till laget, ni är fantastiska, och det är bara uppåt härifrån!
Partnerskapsavtal om rörsvets och installation av bioenergiångpanna.
Vårt företag har sedan 2022 ingått ett partnerskapsavtal med Exergisystem som utvecklar bioenergiångpannor för processindustrin. Jag måste säga att lösningen verkligen är mycket intressant med enorm potential. De har lyckats placera komponenterna i en container på ett sådant sätt att de är fullt möjliga att underhålla, men det viktigaste är att pannan drivs med förnybart bränsle, pellets. Nu är panncentralen en flyttbar egendom, vilket ger ytterligare fördelar till denna lösning.
Vad innebär ”Rörsvets” i vårt avtal med Exergi?
Rörsvets – innebär montering och svetsning av metallrör enligt angivna standarder. I vårt fall används den huvudsakliga europeiska standarden EN 13480, enligt vilken rörledningssystemet designas, material väljs, monteras och dokumenteras.
För att tillhandahålla hela spektrumet av dessa tjänster krävs också att en svetsprocedurkvalificering (WPQR) enligt standarden ISO 15614 utförs, att en svetsprocedursspecifikation (WPS) utvecklas enligt vilken rörsvetsningen kommer att ske, och självklart att svetsaren certifieras enligt standarden ISO 9606-1. Således döljer termen ”rörsvets” betydande krav.
Hastighet är energi.
Det visar sig att förbränningen av trä under vissa förhållanden kan ske med samma hastighet som förbränningen av naturgas – vad tycker ni om det påståendet?
Ja, precis så!
Om vi torkar träet till en fukthalt på 2-5 % och ökar dess densitet genom komprimering vid pelletering, kommer inget mirakel att ske, men vi har redan ökat förbränningshastigheten avsevärt.
För ångpannor med en effekt på 2-4 megawatt är ett sådant bränsle fullt tillräckligt för att hålla jämna steg med den tekniska processen i den anläggning där en sådan modulär panna installeras.
Nästa gång ska jag berätta vad som krävs för att uppnå samma förbränningshastighet som gas.
Rörsvets och installation vid inkoppling.
Varje anslutning av en ny modulär panna innebär att företagets produktionsprocess måste stoppas, vilket alltid innebär förluster för företaget, och därför måste de minimeras. Uppgiften är alltid densamma: förkorta inkopplingstiden och ha en reservplan om något går fel.
Totalt 11 steg, plus säkerhetsteknik och ett par dussin termosar kaffe.
Inget nytt för oss, allt är bekant, men utan planering kan man inte genomföra ett sådant arbete. Under min karriär har jag genomfört mer än 50 inkopplingar, från små till stora rörledningar. Jag vill säga att min personliga inställning till var och en av dem inte har förändrats; det är ett allvarligt arbete med stora risker.
Licenssvetsning via en bemanningsbyrå kontra tjänster från ett licensierat svetsföretag.
Jag delar med mig av min erfarenhet av att hyra rörsvetsare och rörmonterer.Jag använder sällan, men ibland, tjänsterna från Bemanningbyråer. I genomsnitt hyr jag själv cirka 2-3 personer per år. Men jag vet att många företag gör detta regelbundet. De behåller inte sina anställda för att spara pengar, men där de sparar riskerar de också att förlora och framför allt att riskera.
Inom industrirör är det viktigare att minska risker än att spara kostnader?
Varje besparing bör alltid bedömas utifrån riskerna, men inte alla risker är uppenbara, så de tas ofta inte med i beräkningen.
Om man tittar på de rena siffrorna kostar det från 350 till 410 SEK/timme att hyra en rörsvetsare från en svensk personalbyrå år 2023.
En viktig faktor att nämna är att arbetstagaren oftast kommer från Baltikum eller Östeuropa. Att anställa en arbetstagare själv skulle kosta samma belopp. Då uppstår frågan, vad är fördelarna eller nackdelarna med att hyra personal? Eller vad är fördelen med att ha en fast personal?
Hyr en rörsvetsare: Vad tänker arbetsgivaren när de anlitar en från bemanningsföretag?
Rörsvetsare kommer på kort tid och kommer inte att kosta mer än mina.
Rörsvetsare kommer att utföra arbetet och lämna, faktumet att det inte finns några problem med anställning och uppsägning av personen.
Frågor som arbetsgivaren vanligtvis ställer till bemanningsföretag:
Vad ingår i detta pris? (boende, biljetter, arbetskläder)
Vad händer om specialisten inte passar oss, kommer ni att ersätta honom eller henne med en ny och inom vilken tid?”
Riskerna som arbetsgivare ofta inte tar hänsyn till vid hyrning av en rörsvetsare:
Förlorad tid och oftast besvikelse.
Rörvetsare kommer, men redan första dagen blir det uppenbart att personen inte passar. Till exempel klarar personen inte provet på plats. (Har upplevt detta många gånger.)
Förlorat rykte hos din kund och ytterligare förlorad tid och pengar.
Rörsvetsaren har utfört arbetet, men industrirör NDT-testet visade bristningar. Arbetet är inte av hög kvalitet och måste åtgärdas, vilket kostar 2-3 gånger mer.
Bristande extra sjukförsäkring, till exempel Fora.
Saknar rätt att arbeta i Sverige, trots att ID06 finns.
Under vissa omständigheter kan denna risk även överträffa de tidigare nämnda, eftersom ditt företag kan avskiljas från projektet efter bara en dag och till och med stängas helt. Detta hände med företaget Belstroj AB för fyra år sedan.
Falska svetscertifikat kan skapa stora problem.
Brandkortet är falskt eller inte giltigt i Sverige. Gud förbjude att det uppstår en brand på grund av den här personen.
Problem med svenska fackföreningar på grund av hög lön.
Under arbetssäsongen kan hyrda rörsvetsare i genomsnitt få högre lön än dina anställda, vilket enligt fackföreningarna underminerar stabiliteten på arbetsmarknaden.
Uppenbarligen finns det många risker och vissa av dem kan leda till fatala konsekvenser för företaget.
Skrik från hjärtat.
Ja, men vi är människor och förstår att detta bara är en sällsynt händelse och inte så allvarliga risker.
Nej, från min 20-åriga erfarenhet kan jag säga att detta är enorma risker, att förlora åtminstone företagets rykte, och i det värsta scenariot leda till konkurs. Att inte ta hänsyn till detta är som att spela rysk roulette.
Mina personliga prioriteringar är laglighet, färdigheter och erfarenhet hos personen. Därför rekommenderar jag i första hand att vända sig till industrirörsvetsföretag eller enskilda firmor.
Hyr en rörsvetsare från en firma istället för en bemanningsbyrå för att minska riskerna.
Firma ägare förstår dina krav och önskemål om kvalitet mycket bättre.
Från första punkten följer att risken för brister minskar med hälften.
Dokumentationen och legaliteten är vanligtvis i ordning – eftersom ryktet är viktigt för företaget i snäva kretsar.
Specialisten kan komma med sin utrustning och börja arbeta mycket snabbt.
Nackdelarna med en svetsfirma:
Kostnaden för arbetskraft ökar med 15% till 50%, men riskerna minskar ungefär hälften.
Industrirörföretagarens fördelar:
Du minskar kommunikationskedjan till ett minimum och kommunicerar med utföraren från allra första början. I de flesta fall är det en ärlig konversation som ger dig möjlighet att förstå vilken nivå av specialist du anställer. En sådan strategi utesluter nästan risken att välja en otillräckligt kompetent kandidat och därmed undviker problem vid projektets start.
Ansvaret för utförandet av arbetet ligger på själva utföraren.
Ofta kommer utföraren med sin egen utrustning.
Möjlighet till långsiktiga relationer i framtiden.
Möjlighet att ompröva kostnaden för kommande projekt och att övergå till en fast pris.
Priset ökar vanligtvis inte med mer än 20%.
Om du väljer lägre kostnad istället för att minska riskerna, så här är en steg-för-steg-guide om vad jag fokuserar på när jag kommunicerar med ett bemanningsföretag.
Jag lägger maximal uppmärksamhet på min industrirör företagspresentation till bemanningsföretagets manager. Detta är nödvändigt för att han eller hon ska förstå mina behov och krav på ett korrekt sätt. Under denna konversation försöker jag själv bedöma managerens kompetensnivå. Ibland kan det hända att jag måste be om en annan manager. Detta minskar risken med 10%.
Efter att ha förstått att jag pratar med en kunnig manager, diskuterar vi detaljerna: svetsprocessen, material vi kommer att arbeta med, kontrollmetoder och standarder för att inspektera svetsfogarna.
Jag delar mina negativa erfarenheter från det förflutna och betonar deras betydelse. Jag gör det klart för min samtalspartner att jag är mycket medveten om vilken typ av specialist jag behöver.
Jag frågar vilka garantier jag kan få från bemanningsföretaget. Vanligtvis finns det problem med garantier, så vi kommer överens om detta i samråd med varandra.
Jag får ofta förslag om att genomföra en telefonintervju med kandidaten och jag får deras telefonnummer. Om bemanningsföretaget anser att de riskerar att förlora kandidaten eftersom jag kommer att ha direktkontakt med honom eller henne, godtar jag att underteckna ett preliminärt avtal med dem på deras villkor. Det är viktigt för mig att höra specialistens röst eller tvärtom. Detta minskar risken med 10%.
Jag pratar med specialisten så mycket som möjligt om arbetet. Jag beskriver arbetsprocessen. Om jag känner att jag pratar med en professionell person, tillåter jag mig att vara mer vänlig i tonen. Vi diskuterar deras erfarenhet och projekt de har varit involverade i, de problem de stötte på och hur de löste dem. Vi har ofta gemensamma bekanta, vilket gör att jag kan få ytterligare åsikter om potentiella arbetare. Detta hjälper mig att minska risken med 30%.
Om personen är lämplig, går jag vidare till frågan om legalisering. Det är dock inte så enkelt. Det finns många människor, till exempel i Baltikum, som har ett utländskt pass. Detta kallas faktiskt ”alien pass” 🙂 Dessa människor har rätt att arbeta i Sverige på grundval av uppehållstillstånd i Europa, men allt är inte så enkelt eftersom uppehållstillståndet kan variera. Jag kan skriva en stor artikel om detta, kanske jag gör det i framtiden. Men för tillfället kan jag säga att bara en Arbetsrätt-jurist kan ge ett exakt svar på hur många människor som kan arbeta i Sverige och under vilka villkor.
Om jag ser att det finns osäkerhet om legaliseringen vänder jag mig till en arbetsrättjurist. Vårt företag har en kontakt med en juridisk byrå som specialiserar sig på detta område.
Ofta händer det att vi redan känner igen specialisten när han anländer till våran industrirör projektet. Det återstår bara att genomföra ett test för professionell lämplighet. Här skulle jag betona vikten av att skapa alla bekväma förhållanden för honom: inte stå över axeln, inte krypa med en ficklampa i hans rotsvets från de första minuterna. Jag är själv rörsvetsare och har varit i sådana stressiga situationer många gånger. Låt arbetaren titta runt, svetsa några rullar och själv komma och meddela att han är redo för provet.
Efter att svetsaren har börjat arbeta måste du som kund se till att NDT-testet av hans svetsfogar på projektet utförs under de första arbetsdagarna. Minus 10% risk.
Där kan man hitta erfarna rörsvetsare?
Jag använder tjänsterna från profplace.com, där jag kan tydligt se en persons färdigheter. Jag anser att denna metod är mycket modern och bekväm. Svetsningsexperter skickar särskilt tagna långa videor till tjänsten. Tjänsten granskar dem och ger sin bedömning av färdigheterna, som sedan packas in i en kort videoklipp som visar de viktigaste punkterna. Mycket praktiskt och visuellt.
Slutgiltigt omdöme om svets bemanning tjänster.
Även om rekryteringsbyråer kan vara användbara, är sannolikheten att hitta högkvalificerade svetsare som behärskar flera rör svetsmetoder genom en byrå ganska låg. Enligt min erfarenhet visar sig bara en av 2-3 hyrda rörsvetsare vara en kvalificerad specialist, och det är ändå ett bra resultat.
Skandinaviska trender bekräftar också denna uppfattning. Många stora företag i Skandinavien föredrar att arbeta med företag som har sin egen stabila personal. Ja, det är dyrare, men de potentiella riskerna som kommer från hyrd personal kan på en dag betydligt överstiga kostnaderna för att korrigera fel och bristande kompetens. Det är uppenbart att kvaliteten på arbetet och stabiliteten är viktigare än att spara pengar på kostnaden för arbetskraft.
Jag hoppas att min erfarenhet och råd kommer att vara till nytta för dig, särskilt i dialogen med rekryteringsbyråer och hyrning av arbetskraft. Jag vill påminna er om att det är viktigt att inte bara välja rätt byrå, utan också att etablera ett förtroendefullt samarbete för att framgångsrikt uppnå era mål.
Jag önskar er lycka till i sökandet efter lämplig svets personal och framgång i ert företagande! Kom ihåg att kvaliteten och tillförlitligheten hos personalen är nyckeln till framgång i alla verksamheter.
Bioenergipartnerskapet mellan Pipeweld.ee och Exergi System samlar två företag som erbjuder högkvalitativa tjänster inom rörlednings- och tryckkärlsindustrin samt energiomvandlingslösningar.
En modulär ångpanna för processindustrin drivs med pellets
Pipeweld.ee är specialiserade på licenssvetsning och tryckkärl för olika branscher, medan Exergi Systems erbjuder kompletta lösningar för att hjälpa sina kunder att konvertera från fossila bränslen till förnybar energi. Exergi Systems prefabricerade modulsystem för ångproduktion med torra biobränslen är en innovativ lösning som har visat sig vara effektiv för deras kunder. Dessa modulära bioenergianläggningar kan anpassas för att möta specifika kundbehov. Förutom att erbjuda hållbara energilösningar är Exergi System också experter på att optimera energiprocesser. Deras helhetsåtagande innebär att de alltid ger en helhetsbild, vilket resulterar i skräddarsydda lösningar som hjälper kunderna att optimera sin produktion, spara pengar och minska sin koldioxidavtryck. På Exergi System tar ingenjörerna en omfattande approach till energiprocessen, och ser den som en sammanlänkad organism. De förstår att det inte räcker med att bara installera en ny panna, utan att optimering av hela systemet är nödvändig för långsiktig framgång. Denna dedikation till sammanhängande lösningar och en hållbar framtid skiljer Exergi System från resten av branschen.
Pipeweld.ee kompetens inom licenssvetsning och Exergi Systems kunskap inom produktion av bioenergimodulsystem: Ett värdefullt partnerskap för hållbara energilösningar.
Pipeweld.ee:s expertis inom Licenssvetsning och Exergi Systems kunskap inom bioenergisystem gör dem till en värdefull och innovativ partner för dem som vill konvertera till förnybar energi. Tillsammans erbjuder de en individuell approach till varje projekt, flexibilitet och många års erfarenhet, vilket gör dem till ett utmärkt val för dem som behöver rörlednings- och tryckkärlstjänster samt energiomvandlingslösningar. De tillhandahåller professionella tjänster i hela Skandinavien och levererar högkvalitativa resultat i tid och inom budget. Sammanfattningsvis är partnerskapet mellan Pipeweld.ee och Exergi System ett kraftfullt samarbete som samlar expertis inom både rörlednings- och energilösningar. De är en one-stop-shop för alla dina energibehov.
Vi använder cookies för att ge dig den bästa upplevelsen av vår webbplats. Om du fortsätter att använda denna webbplats, kommer vi att anta att du samtycker till dettaJa

. Den ger optimal precision med rätt slipverktyg, vilket gör den idealisk för både professionella och hobbyanvändare.")

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}