Svetsfel: rotfel, brist på smältning och andra svetsdefekter.
Gör-det-själv gassvetsmunstycke för att fixa fel i roten vid 2 mm springor – Svetsning på svåråtkomliga platser.
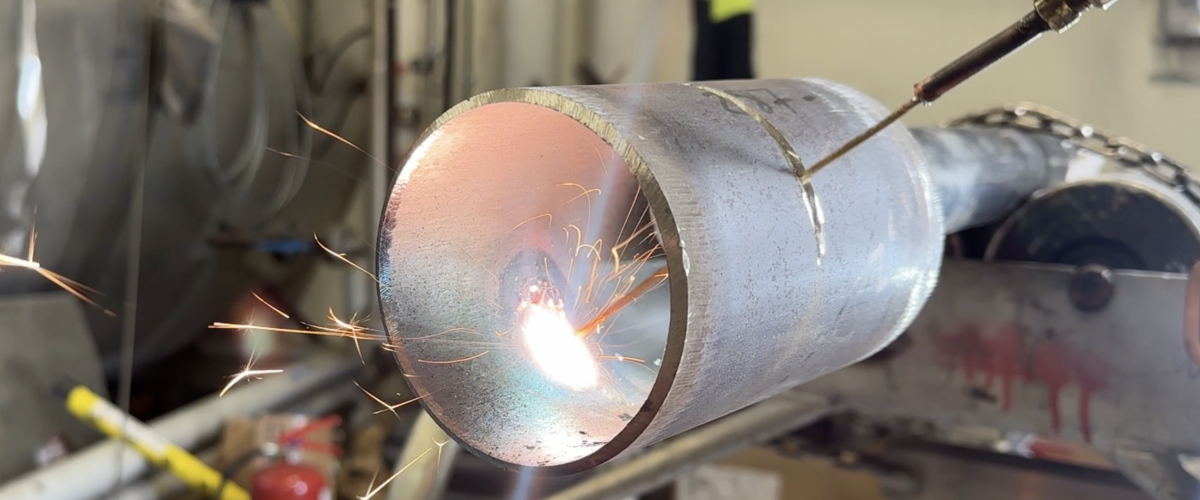
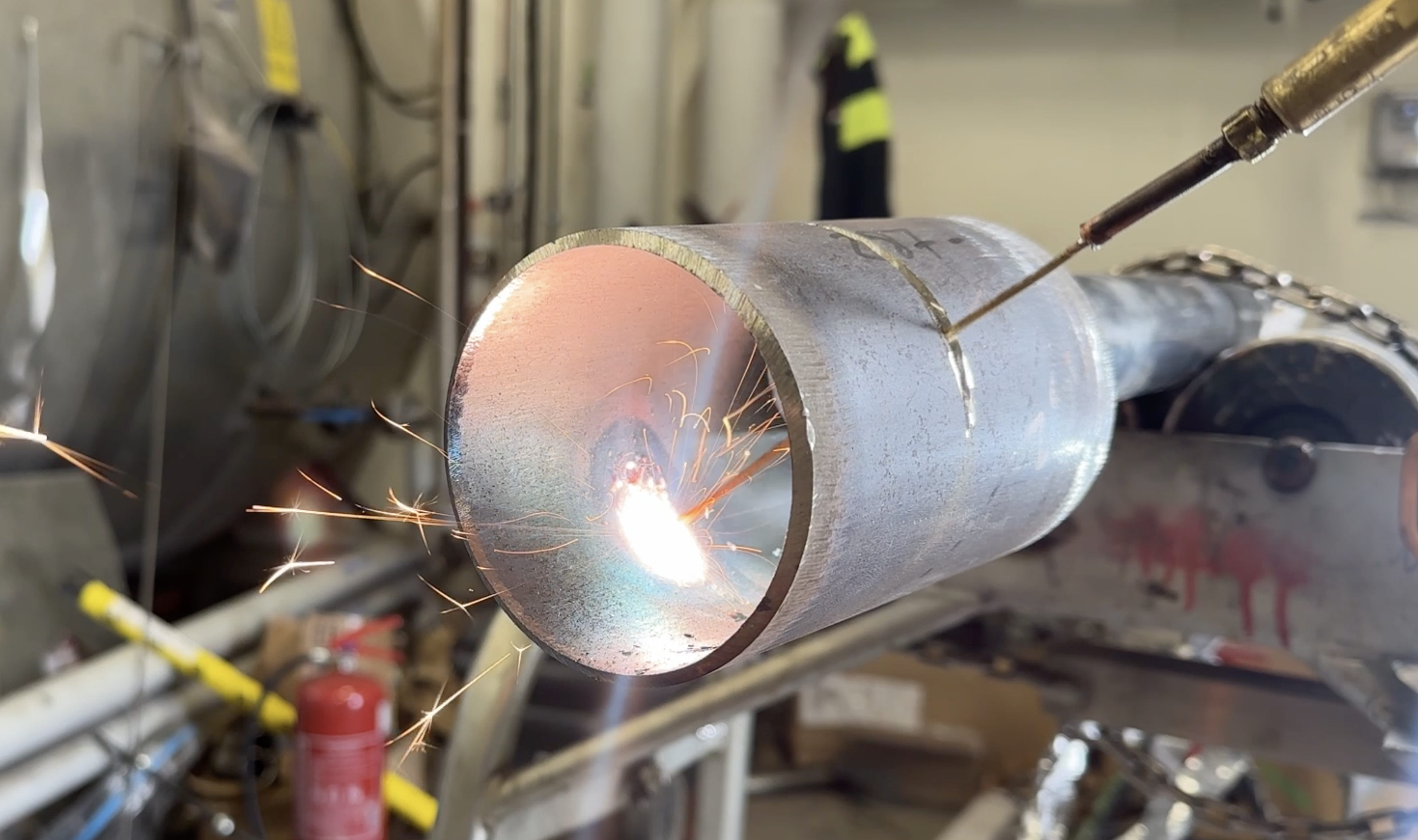
Bakgrund: År 2017 fick vårt företag, Pipeweld.ee, ett kontrakt för att slutföra en 8 km lång fjärrvärmeledning i Sverige. Ledningen var en dubbel DN200 mm rörledning med 6,3 mm väggtjocklek. Varje rörsektion var 16 meter lång och vägde över 2 ton. Installationen gjordes med grävmaskin, och svetsningen utfördes med gassvets enligt 311-metoden som kunden krävde. Svetsfogarna granskades till 100 % med radiografi (RT), Grupp B.
En enda svetsare kunde slutföra 5 par svetsfogar per dag, totalt 10 svetsar.
Svetsarna stötte på problem, vilket är oundvikligt under sådana förhållanden. Frustrationen var stor när en liten svetspor eller ett rotfel upptäcktes på en 1 mm sektion av en svets i en svåråtkomlig position. Dessa områden var särskilt utmanande att nå, och ibland var båda svetsarna tvungna att öppnas för att åtgärda även små svetsdefekter.
Den avgörande frågan var: hur åtgärdar man snabbt fel som svetsfel, svets porer och andra defekter med 100 % säkerhet?
Det var så detta livräddande munstycke utvecklades. Och jag kan direkt säga att jag inte ser några problem med att använda det för att fixa svetsdefekter på större diametrar.
Att veta hur man fixar dessa problem blir mycket enklare med rätt verktyg.
Svetsfel – Hur man åtgärdar brist på smältning och andra problem
I denna artikel kommer vi att fördjupa oss i designen av gassvetsmunstycke och skapa en unik version som följer säkerhetsregler, eliminerar svetsfel som brist på smältning och minskar tiden för svetsreparationer.
Vi kommer att täcka ämnen som:
- Vad är bakslag, och varför är det farligt?
- Orsaker till bakslag i en gassvets.
- Hur fungerar en injektor?
- Testmetoder för gassvetsar innan användning.
- Säkerhetstekniker vid gassvetsning.
- Designa din egen gassvets med dessa överväganden.
- Montering av en anpassad svets för svåråtkomliga platser.
- Testa svetsen innan rotfogen svetsas.
- Användning av den nya svetsen för rotfogar.
- Andra intressanta tips om gassvetsar.
Svetsdefekter i rotfogen: Vad är bakslag, och varför är det farligt under reparationer?
Bakslag är antändning av bränsleblandningen i svetshuvudets kanaler, vilket kan leda till att acetylen-slangen fattar eld och i värsta fall orsaka en explosion av acetylencylindern!
För att minska risken för explosion under reparation av svetsfel bör säkerhetsbackventiler installeras på båda cylindrarna.

Orsaker till bakslag under acetylen-svetsning och åtgärdande av svetsfel som brist på smältning, rotfel och svetsporer:
Varje brännbart material har sin egen bränningshastighet. I vårt fall spelar även gasens utgångshastighet från svetsmunstycket en avgörande roll. Dessa hastigheter är viktiga för att justera gassvetsen så att de matchar varandra.
De främsta orsakerna till bakslag under svetsning och reparation av svetsdefekter som brist på smältning:
- Bränningshastigheten för gasblandningen överstiger gasens utgångshastighet från svetsmunstycket, och vice versa—detta är det vanligaste problemet.
Andra orsaker:
- Ett igensatt munstycke, vilket ändrar den beräknade gasutgångshastigheten eller skapar turbulens i gasblandningen.
- Felaktigt utgångstryck från gascylindern. Acetylentrycket bör inte överstiga 0,2-1,2 bar, även om syre tillförs vid 3 bar. Kontrollera tabellen för gassvetsens effekt och tryckförhållande. Se bild 4.
- Felaktig tändning av svetsen—felaktig justering av syre och bränslegas.
- Överhettning av svetsmunstycket, vilket orsakar för tidig antändning av gasblandningen innan den lämnar munstycket.
- Överdrivet slitage eller felaktig användning av munstycket, vilket leder till feljustering mellan inlopp och utlopp. Se bild 2.
- Tunnformad avsmalning av kanalen och konvergerande munstycke—byt ut munstycket. Se bild 1.
- Förkortning av kanalens utgångssektion till mindre än 3 gånger kanalens diameter—byt ut munstycket. Se bild 3.


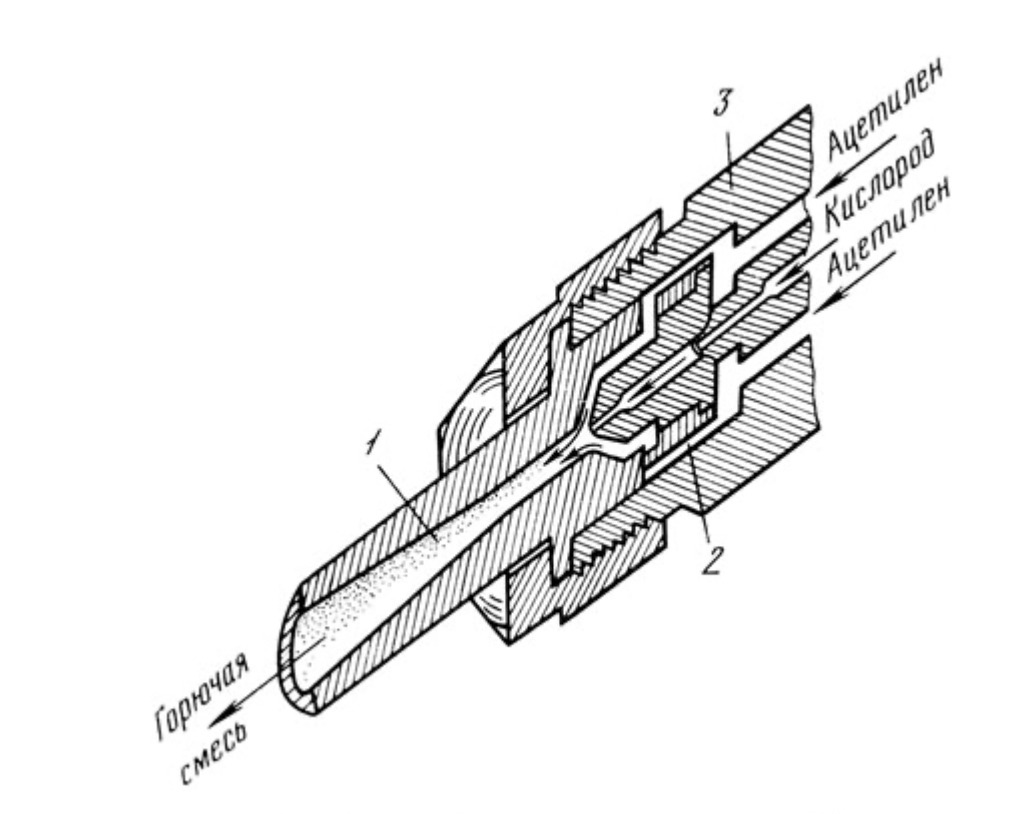
Hur gas svetsens injektor fungerar
Av de nämnda orsakerna till bakslag är de viktigaste för oss:
- Gasflödeshastighet (tryckinställning i slangar + injektor).
2. Korrekt gasblandningsförhållande (injektor).
Nu är det dags att diskutera injektorn, som säkerställer korrekt blandning av gaser för att undvika svetsdefekter som brist på smältning.
Injektorsvetsar är utformade för att leverera lågtrycksbränslegas (acetylen) till blandningskammaren genom att dra in det med en högtryckssyreström.
Denna enhet kallas injektor, och sugfenomenet kallas injektion.
Testmetoder för en gassvets innan åtgärdande av svetsfel som brist på smältning och andra svetsdefekter:
Innan du börjar arbeta med en ny svets och munstycke är det viktigt att kontrollera injektorn. Detta kan göras med enkla steg:
- Skruva loss acetylenslangen från svetsen, öppna syretillförseln, öppna sedan helt acetylentillförseln och placera tummen på acetyleneinloppsnippeln (där slangen var ansluten). Se till att det finns ett sug (tummen ska fastna på nippeln).
- Detta sug indikerar att injektorn fungerar korrekt.
För att vara mer exakt:
- Det har fastställts att vakuumet i acetylenkanalerna före injektorn varierar mellan 35-275 mm Hg i en otänd svets och 25-50 mm Hg i en tänd svets.
- Obs: Den märkbara tryckminskningen i en tänd svets beror troligen på att syret inte är helt öppet under förbränningen, vilket orsakar denna skillnad.
Vad tycker du?
Säkerhet och personligt ansvar vid gassvetsning, särskilt med en egenbyggd svets – VIKTIGT!!!
Jag har läst mycket litteratur om hur acetylensvetsar fungerar och vad man bör fokusera på under deras användning. Jag hittade personligen svar på alla mina frågor.
Dock kan jag inte ta ansvar för de slutsatser du eller andra kan dra från detta material. Du måste förstå att ansvaret ligger helt på dig själv.
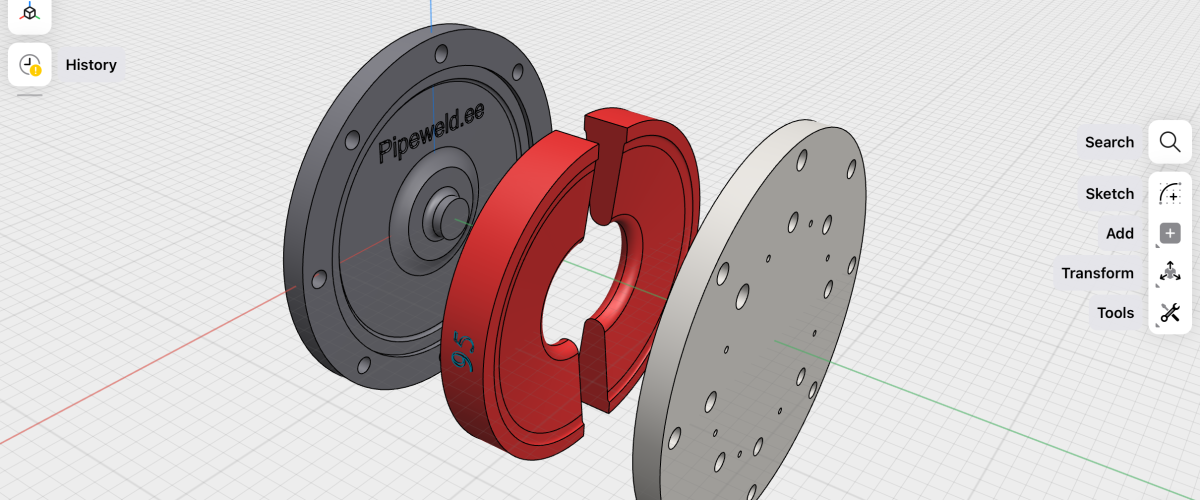
Design och byggande av din svets enligt ovanstående regler:
Jag har kommit fram till att den viktigaste och känsligaste mekanismen i en svets är injektorn och blandaren som följer. Så om jag vill skapa min egen svets måste jag hitta en fabriksbyggd injektor med blandare och anpassa min kopparkapillär till den, vilket finns tillgängligt i större järnvaruhus i Europa eller på nätmarknader. Mitt rör är gjort av mässing (ett idealiskt material för denna typ av svetsar), med en yttre diameter på 2 mm, en väggtjocklek på 0,5 mm och en gaskanal med en diameter på 1 mm.
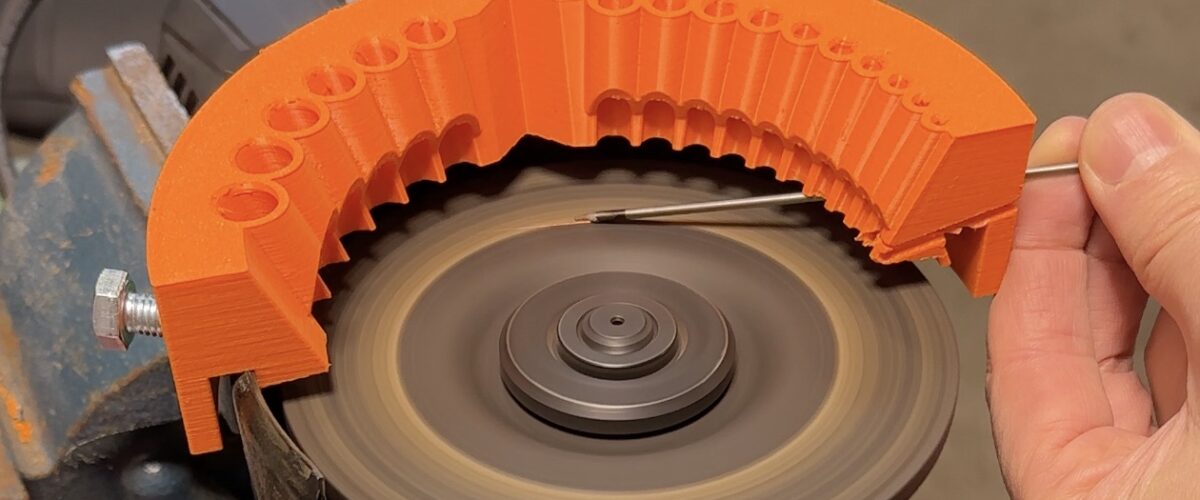
Efter mycket experimenterande fann jag att om ditt mässingsrör är cirka 150-250 mm långt kan du använda en injektor och blandare från ett fabriksmunstycke som är klassat för 500 liter. Munstycket bör vara av koppar, som kan böjas som denna modell:
R!MAC Svetsinsats till G11 Flexibel 500L. (Googla det)

Skär av kopparröret från svetsen, lämna 2-4 cm, löd fast din kapillär på det, och voilà – svetsen är redo för testning.
Test av svetsen för att åtgärda rotfel, brist på smältning och andra svetsdefekter:
- Ställ in rätt utgångstryck på båda cylindrarna (se bild 4).
- Kontrollera vakuumet i acetylenförsörjningen (metoder beskrivna ovan).
- Utför den första tändningen och justera lågan till standardparametrar.
- Om du inte kan uppnå stabil förbränning och vet hur man justerar en standard acetylen-svets kan problemet vara att för mycket lödtenn har fyllt insidan av kopparröret under lödningen och delvis eller helt blockerar gasflödet. I så fall måste du bygga om din svets.
- Om du uppnår stabil förbränning kan du börja med ett testsvets i 1-2 minuter. Efter att ha släckt svetsen, rör vid injektorn med bara handen. Om den inte värms upp under svetsningen har din svets klarat första testet.
- Fortsätt testa med längre svetsar, säg 3-5 minuter. Detta var det sista testet för min svets eftersom jag visste att jag skulle använda detta munstycke i högst 2 minuter för att reparera rotfogar i ett rör. Eftersom röret är ett slutet utrymme där temperaturen stiger snabbare beslutade jag att dubbla testtiden i en öppen miljö.
- Om din injektor värms upp till över 200 grader ökar risken för bakslag. Jag mätte mer noggrant för att bestämma injektorns temperatur och svetsningstid. Bakslag inträffar vid 300 grader. Driftstemperaturen för en fabriksinjektor överstiger inte 40-50 grader.
Anmärkningar om användning av en ny svets för rotfogar:
När jag arbetade med svetsdefekter som rotfel och brist på smältning i rotfogen genom ett svetsgap märkte jag ibland att lågan plötsligt slocknade.
Denna effekt inträffade inte alltid, men när den gjorde det var det mycket påtagligt. Efter många tester och antaganden har en 100% lösning inte hittats, men det är viktigt att säkerställa god ventilation i röret för bättre förbränning.
Andra intressanta anmärkningar:
Svetsdefekter som brist på smältning, svetsporer, djupa porer, rotfel och andra defekter på vilket metall som helst kan åtgärdas med denna metod. Jag har personligen testat det, men det kräver skicklighet!
För korrekt drift av svetsen bör munstyckets utloppskanaldiameter matcha blandningskammarens kanaldiameter, medan injektorns kanaldiameter bör vara tre gånger mindre.
G2- och G3-typens svetsar med utbytbara munstycken bör dra in luft från atmosfären genom den öppna acetylenkopplingen med en hastighet som inte är mindre än det nominella acetylanförbrukningen vid maximalt syretryck, enligt de tekniska specifikationerna för den specifika svetsmodellen.
Det nominella acetylanförbrukningen för varje svetsmunstycke, enligt de tekniska specifikationerna för den specifika modellen, bör uppnås vid minimalt acetylentryck och fri flammans förbränning med fullt öppna ventiler.
Metallkomponenter i svetsar bör vara av mässing, eftersom det är idealiskt för att klara de operativa kraven för gassvetsar.
Frågor, förslag eller kommentarer?
Lämna dem gärna i kommentarsektionen nedan i denna artikel. Din input är värdefull, och jag är här för att hjälpa dig att åtgärda svetsfel effektivt, oavsett om det gäller brist på smältning, rotfel eller svetsporer.
Ilja Arhi – Ceo pipeweld.ee

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}