
Partnerskapsavtal om rörsvets och installation av bioenergiångpanna.
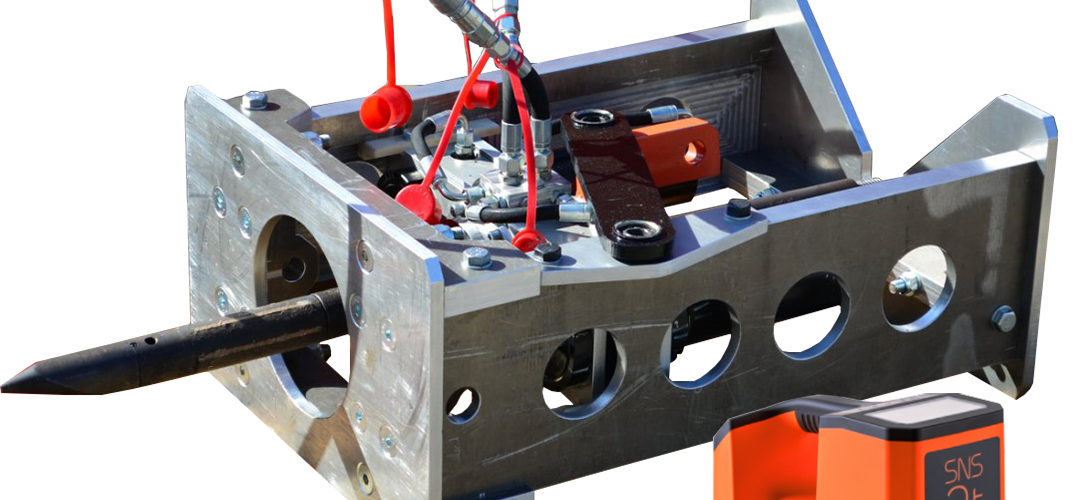
Vårt företag har sedan 2022 ingått ett partnerskapsavtal med Exergisystem som utvecklar bioenergiångpannor för processindustrin. Jag måste säga att lösningen verkligen är mycket intressant med enorm potential. De har lyckats placera komponenterna i en container på ett sådant sätt att de är fullt möjliga att underhålla, men det viktigaste är att pannan drivs med förnybart bränsle, pellets. Nu är panncentralen en flyttbar egendom, vilket ger ytterligare fördelar till denna lösning.
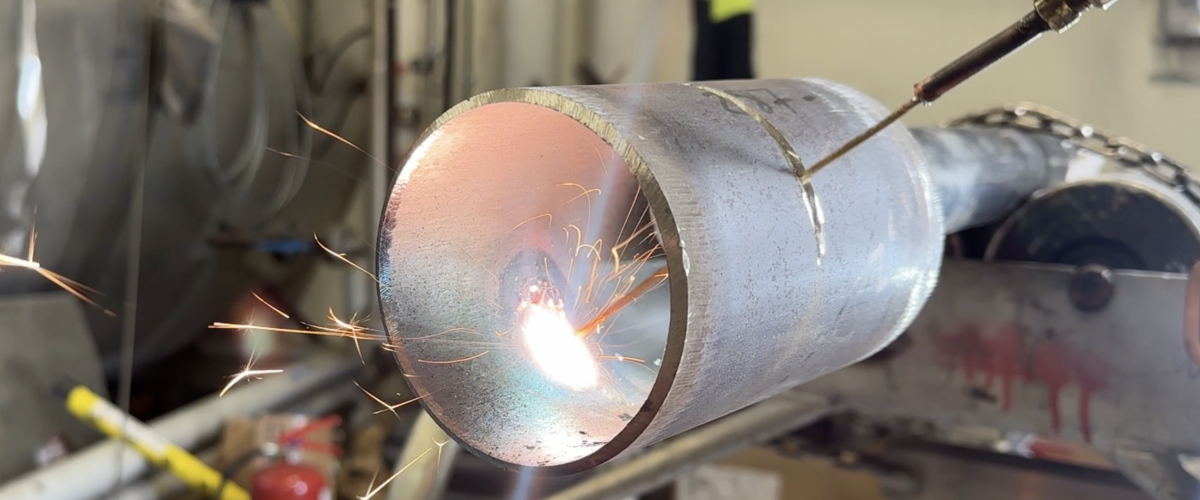
Vad innebär ”Rörsvets” i vårt avtal med Exergi?
Rörsvets – innebär montering och svetsning av metallrör enligt angivna standarder. I vårt fall används den huvudsakliga europeiska standarden EN 13480, enligt vilken rörledningssystemet designas, material väljs, monteras och dokumenteras.
För att tillhandahålla hela spektrumet av dessa tjänster krävs också att en svetsprocedurkvalificering (WPQR) enligt standarden ISO 15614 utförs, att en svetsprocedursspecifikation (WPS) utvecklas enligt vilken rörsvetsningen kommer att ske, och självklart att svetsaren certifieras enligt standarden ISO 9606-1. Således döljer termen ”rörsvets” betydande krav.
Hastighet är energi.
Det visar sig att förbränningen av trä under vissa förhållanden kan ske med samma hastighet som förbränningen av naturgas – vad tycker ni om det påståendet?
- Ja, precis så!
Om vi torkar träet till en fukthalt på 2-5 % och ökar dess densitet genom komprimering vid pelletering, kommer inget mirakel att ske, men vi har redan ökat förbränningshastigheten avsevärt.
För ångpannor med en effekt på 2-4 megawatt är ett sådant bränsle fullt tillräckligt för att hålla jämna steg med den tekniska processen i den anläggning där en sådan modulär panna installeras.
Nästa gång ska jag berätta vad som krävs för att uppnå samma förbränningshastighet som gas.
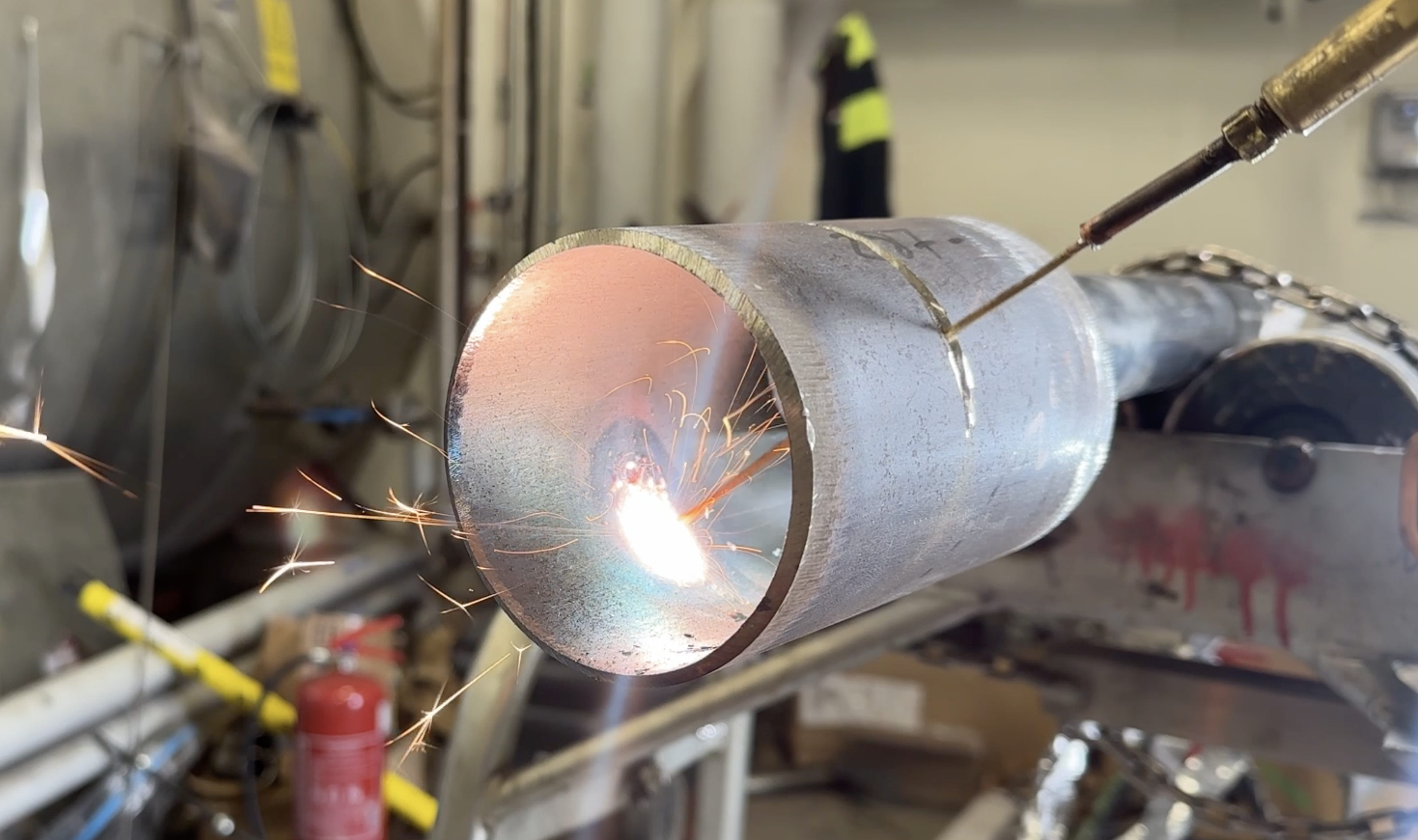
Rörsvets och installation vid inkoppling.
Varje anslutning av en ny modulär panna innebär att företagets produktionsprocess måste stoppas, vilket alltid innebär förluster för företaget, och därför måste de minimeras. Uppgiften är alltid densamma: förkorta inkopplingstiden och ha en reservplan om något går fel.
Det verkar enkelt, men innebär flera steg:
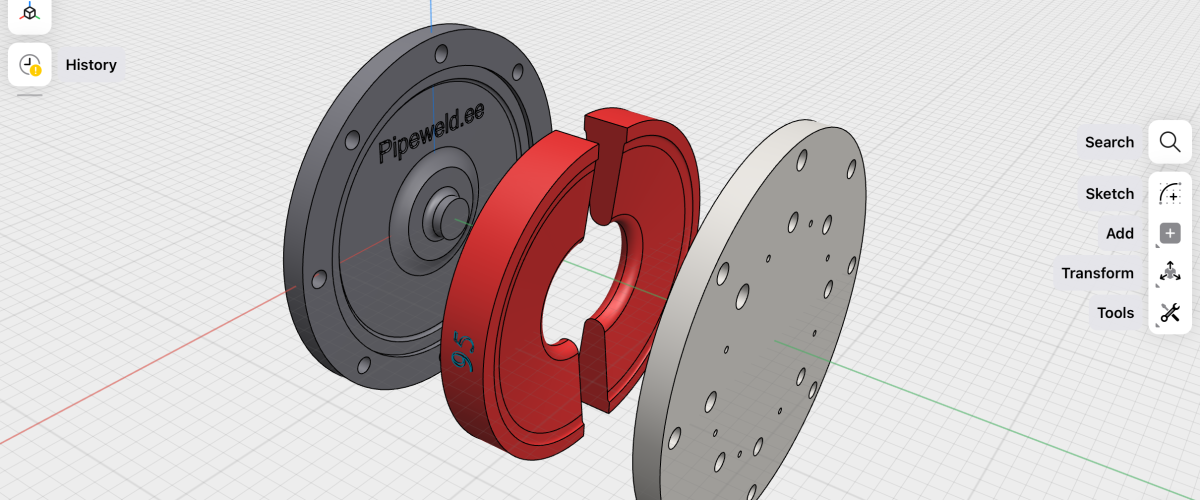
- Planering
- 3D-skanning
- Framställning av ritningar
- Prefabricering och rörsvets
- Kvalitetskontroll
- Trycktestning
- Omlokalisering av arbetskraft under inkopplingen
- Kontroll på plats
- Inkoppling
- Oförstörande provning (NDT)
- Uppstart av utrustningen
Totalt 11 steg, plus säkerhetsteknik och ett par dussin termosar kaffe.
Inget nytt för oss, allt är bekant, men utan planering kan man inte genomföra ett sådant arbete. Under min karriär har jag genomfört mer än 50 inkopplingar, från små till stora rörledningar. Jag vill säga att min personliga inställning till var och en av dem inte har förändrats; det är ett allvarligt arbete med stora risker.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}